
Soudage à l'arc électrique. La structure et les propriétés d'un arc électrique
Un arc électrique est un type de décharge caractérisé par une densité de courant élevée, une température élevée, hypertension artérielle gaz et une petite chute de tension à travers l'intervalle d'arc. Dans ce cas, un chauffage intense des électrodes (contacts) a lieu, sur lequel se forment les taches dites de cathode et d'anode. La lueur de la cathode est concentrée dans un petit point lumineux, la partie chaude de l'électrode opposée forme un point d'anode.
Trois zones peuvent être notées dans l'arc, qui sont très différentes dans la nature des processus qui s'y déroulent. Directement à l'électrode négative (cathode) de l'arc, la région de la chute de tension cathodique est adjacente. Vient ensuite le canon à arc plasma. Directement à l'électrode positive (anode) jouxte la région de la chute de tension d'anode. Ces régions sont représentées schématiquement sur la Fig. 1.

Riz. 1.Structure arc électrique
Les dimensions des chutes de tension de cathode et d'anode sur la figure sont fortement exagérées. En effet, leur longueur est très faible, par exemple la longueur de la chute de tension cathodique a une valeur de l'ordre du parcours de libre mouvement d'un électron (inférieure à 1 micron). La longueur de la région de la chute de tension d'anode est généralement un peu plus grande que cette valeur.
DANS conditions normales l'air est un bon isolant. Ainsi, la tension nécessaire au claquage d'un entrefer de 1 cm est de 30 kV. Pour que l'entrefer devienne conducteur, il est nécessaire d'y créer une certaine concentration de particules chargées (électrons et ions).
Comment se produit un arc électrique
Un arc électrique, qui est un flux de particules chargées, au moment initial de la divergence de contact se produit en raison de la présence d'électrons libres dans le gaz de l'entrefer de l'arc et des électrons émis par la surface de la cathode. Les électrons libres situés dans l'espace entre les contacts se déplacent à grande vitesse dans le sens de la cathode à l'anode sous l'action des forces du champ électrique.
L'intensité du champ au début de la divergence des contacts peut atteindre plusieurs milliers de kilovolts par centimètre. Sous l'action des forces de ce champ, des électrons s'échappent de la surface de la cathode et se dirigent vers l'anode, en en éliminant les électrons, qui forment un nuage d'électrons. Le flux initial d'électrons ainsi créé forme ensuite une ionisation intense de l'entrefer de l'arc.
Parallèlement aux processus d'ionisation, les processus de déionisation se déroulent en parallèle et en continu dans l'arc. Les processus de déionisation consistent dans le fait que lorsque deux ions de signes différents ou un ion positif et un électron s'approchent, ils sont attirés et, en entrant en collision, sont neutralisés; de plus, les particules chargées se déplacent de la région des âmes brûlantes avec une concentration plus élevée des frais à environnement avec une moindre concentration de charges. Tous ces facteurs conduisent à une diminution de la température de l'arc, à son refroidissement et à son extinction.

Riz. 2. Arc électrique
Arc après allumage
Dans l'état d'équilibre de la combustion, les processus d'ionisation et de déionisation y sont en équilibre. Baril avec même montant les charges positives et négatives libres se caractérisent par un degré élevé ionisation des gaz.
Substance dont le degré d'ionisation est proche de l'unité, c'est-à-dire dans lequel il n'y a pas d'atomes et de molécules neutres est appelé plasma.
L'arc électrique est caractérisé par les caractéristiques suivantes :
1. Une limite clairement définie entre le puits d'arc et l'environnement.
2. Haute température à l'intérieur du canon à arc, atteignant 6000 - 25000K.
3. Haute densité de courant et arbre d'arc (100 - 1000 A/mm2).
4. Les petites valeurs de la tension d'anode et de cathode chutent et ne dépendent pratiquement pas du courant (10 - 20 V).
Caractéristique volt-ampère d'un arc électrique
La principale caractéristique d'un arc CC est la dépendance de la tension de l'arc au courant, qui est appelée caractéristique courant-tension (VAC).
L'arc se produit entre les contacts à une certaine tension (Fig. 3), appelée tension d'amorçage Uz, et dépend de la distance entre les contacts, de la température et de la pression du milieu et du taux de divergence des contacts. La tension d'extinction d'arc Ug est toujours inférieure à la tension U c.
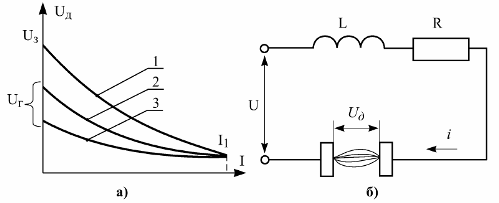
Riz. 3. Caractéristique volt-ampère de l'arc CC (a) et de son circuit équivalent (b)
La courbe 1 représente la caractéristique statique de l'arc, c'est-à-dire obtenu en changeant lentement le courant. La caractéristique a un caractère décroissant. Lorsque le courant augmente, la tension de l'arc diminue. Cela signifie que la résistance de l'entrefer d'arc diminue plus rapidement dont le courant augmente.
Si nous réduisons le courant dans l'arc de I1 à zéro à un certain taux et fixons en même temps la chute de tension aux bornes de l'arc, nous obtiendrons alors les courbes 2 et 3. Ces courbes sont appelées caractéristiques dynamiques.
Plus le courant est réduit rapidement, plus les caractéristiques dynamiques I – V seront faibles. Cela s'explique par le fait que lorsque le courant diminue, des paramètres de l'arc tels que la section transversale de l'arbre, la température, n'ont pas le temps de changer rapidement et d'acquérir des valeurs correspondant à une valeur inférieure du courant dans le régime permanent.
Chute de tension à travers l'intervalle d'arc :
Ud \u003d U s + EdId,
Où U c \u003d U k + U a - chute de tension près de l'électrode, Ed - gradient de tension longitudinal dans l'arc, Id - longueur de l'arc.
Il découle de la formule qu'avec une augmentation de la longueur de l'arc, la chute de tension à travers l'arc augmentera et la caractéristique I – V sera plus élevée.
Ils se battent avec un arc électrique dans la conception des appareils électriques de commutation. Les propriétés d'un arc électrique sont utilisées dans et dans.
POUR catégorie:
Assemblage de structures métalliques
L'arc électrique et ses propriétés
Un arc électrique est une décharge électrique à long terme qui se produit dans l'espace gazeux entre deux conducteurs - l'électrode et le métal étant soudés à une intensité de courant significative. Ionisation se produisant en continu sous l'action d'un flux rapide d'ions et d'électrons positifs et négatifs dans l'arc trou d'air crée les conditions nécessaires pour une combustion stable à long terme de l'arc de soudage.

Riz. 1. Un arc électrique entre une électrode métallique et le métal à souder : a - diagramme d'arc, b - courbe de tension d'arc de 4 mm de long ; 1 - électrode, 2 - halo de flamme, 3 - colonne d'arc, 4 - métal soudé, 5 - point d'anode, 6 - bassin en fusion, 7 - cratère, 8 - point de cathode ; h est la profondeur de pénétration dans l'arc, A est le moment d'allumage de l'arc, B est le moment de la combustion stable
L'arc est constitué d'une colonne dont la base est située dans un évidement (cratère) formé à la surface du bain de fusion. L'arc est entouré d'un halo de flamme formé par les vapeurs et les gaz provenant de la colonne d'arc. La colonne a la forme d'un cône et est la partie principale de l'arc, car elle concentre la quantité principale d'énergie correspondant à la densité la plus élevée traversant l'arc courant électrique. La partie supérieure colonne, située sur l'électrode 1 (cathode), a un petit diamètre et forme un spot cathodique 8. À travers le spot cathodique est émis le plus grand nombreélectrodes. La base du cône de la colonne d'arc est située sur le métal soudé (anode) et forme une tache d'anode. Diamètre du point d'anode aux valeurs moyennes courant de soudage plus que le diamètre de la tache cathodique d'environ 1,5 ... 2 fois.
Pour le soudage, le courant continu et alternatif est utilisé. Lors de l'utilisation de courant continu, le moins de la source de courant est connecté à l'électrode (polarité droite) ou à la pièce "" (polarité inversée). L'inversion de polarité est utilisée dans les cas où il est nécessaire de réduire le dégagement de chaleur sur la pièce à souder: lors du soudage de métaux fins ou à bas point de fusion, d'aciers alliés, inoxydables et à haute teneur en carbone sensibles à la surchauffe, ainsi que lors de l'utilisation de certains types d'électrodes.
Mise en évidence un grand nombre de chaleur et ayant une température élevée. l'arc électrique donne en même temps un échauffement très concentré du métal. Par conséquent, le métal pendant le soudage reste relativement légèrement chauffé déjà à une distance de plusieurs centimètres de l'arc de soudage.
Sous l'action de l'arc, le métal est fondu à une certaine profondeur h, appelée profondeur de pénétration ou pénétration.
L'arc est amorcé lorsque l'électrode s'approche du métal à souder et court-circuite le circuit de soudage. En raison de la résistance élevée au point de contact de l'électrode avec le métal, l'extrémité de l'électrode chauffe rapidement et commence à émettre un flux d'électrons. Lorsque l'extrémité de l'électrode est rapidement retirée du métal à une distance de 2 ... 4 mm, un arc électrique se produit.
La tension dans l'arc, c'est-à-dire la tension entre l'électrode et le métal de base, dépend principalement de sa longueur. Avec le même courant, la tension dans un arc court est plus faible que dans un arc long. Cela est dû au fait qu'avec un arc long, la résistance de son entrefer de gaz est plus grande. Une augmentation de la résistance dans un circuit électrique à intensité de courant constante nécessite une augmentation de la tension dans le circuit. Plus la résistance est élevée, plus la tension doit être élevée pour garantir que le même courant circule dans le circuit.
L'arc entre l'électrode métallique et le métal brûle à une tension de 18 ... 28 V. Pour amorcer un arc, une tension plus élevée est nécessaire que celle qui est nécessaire pour maintenir sa combustion normale. Ceci s'explique par le fait qu'au moment initial l'entrefer n'est pas encore assez chauffé et qu'il faut donner aux électrons une vitesse élevée pour découpler les molécules et les atomes de l'air. Ceci ne peut être réalisé qu'avec une tension plus élevée au moment de l'amorçage de l'arc.
Le graphique de la variation du courant I dans l'arc lors de son amorçage et de sa combustion stable (Fig.1, b) est appelé la caractéristique statique de l'arc et correspond à la combustion stable de l'arc. Le point A caractérise l'instant d'amorçage de l'arc. La tension d'arc V chute rapidement le long de la courbe AB jusqu'à une valeur normale, correspondant au point B combustion durable arcs. Une nouvelle augmentation du courant (à droite du point B) augmente l'échauffement de l'électrode et la vitesse de sa fusion, mais n'affecte pas la stabilité de l'arc.
Un arc est dit stable s'il brûle uniformément, sans ruptures arbitraires nécessitant un rallumage. Si l'arc brûle de manière inégale, se brise et s'éteint souvent, un tel arc est appelé instable. La stabilité de l'arc dépend de nombreux facteurs dont les principaux sont le type de courant, la composition du revêtement de l'électrode, le type d'électrode, la polarité et la longueur de l'arc.
Avec le courant alternatif, l'arc brûle moins régulièrement qu'avec le courant continu. Ceci s'explique par le fait qu'au moment où le courant n passe à zéro, l'ionisation de l'entrefer de l'arc diminue et l'arc peut s'éteindre. Pour augmenter la stabilité de l'arc courant alternatif, il est nécessaire d'appliquer des io-revêtements sur l'électrode métallique. Des paires d'éléments inclus dans le revêtement augmentent l'ionisation de l'entrefer de l'arc et contribuent ainsi à un amorçage stable avec un courant alternatif.
La longueur de l'arc est déterminée par la distance entre l'extrémité de l'électrode et la surface du métal en fusion de la pièce à souder. Normalement, la longueur normale de l'arc ne doit pas dépasser 3…4 mm pour une électrode en acier. Un tel arc est appelé arc court. Un arc court brûle régulièrement et assure le déroulement normal du processus de soudage. Un arc de plus de 6 mm est appelé un arc long. Avec lui, le processus de fusion du métal de l'électrode est inégal. Gouttes de métal coulant de l'extrémité de l'électrode dans ce cas plus peut être oxydé avec de l'oxygène et enrichi avec de l'azote atmosphérique. Le métal déposé est poreux, la soudure a une surface irrégulière, et l'arc brûle instable. Avec un arc long, la productivité du soudage diminue, les projections de métal et le nombre de points de manque de pénétration ou de fusion incomplète du métal déposé avec le métal de base augmentent.
Transfert du métal d'électrode sur la pièce soudage à l'arc l'électrode consommable est procédure complexe. Après amorçage de l'arc (position /), une couche de métal en fusion se forme à la surface de l'extrémité de l'électrode qui, sous l'action de la gravité et de la tension superficielle, est recueillie en goutte (position //). Les gouttelettes peuvent atteindre grandes tailles et bloquer la colonne d'arc (position III), créant un court-circuit dans le circuit de soudage, après quoi le pont formé à partir du métal liquide se rompt, l'arc réapparaît et le processus de formation de gouttes se répète.
La taille et le nombre de gouttes traversant l'arc par unité de temps dépendent de la polarité et de l'intensité du courant, composition chimique et l'état physique du métal d'électrode, la composition du revêtement et un certain nombre d'autres conditions. De grosses gouttes, atteignant 3 ... 4 mm, se forment généralement lors du soudage avec des électrodes nues, de petites gouttes (jusqu'à 0,1 mm) - lors du soudage avec des électrodes enrobées et grande force actuel. Le procédé goutte fine assure la stabilité de la combustion de l'arc et favorise les conditions de transfert du métal fondu de l'électrode dans l'arc.

Riz. 2. Schéma de transfert de métal de l'électrode au métal à souder

Riz. 3. Déviation de l'arc électrique par les champs magnétiques (a-g)
La gravité peut favoriser ou entraver le transfert des gouttelettes dans l'arc. En soudage aérien et en partie vertical, la force de gravité de la goutte s'oppose à son transfert vers le produit. Mais à cause de la tension superficielle bain liquide le métal est empêché de s'écouler lors du soudage dans des positions aériennes et verticales.
Le passage du courant électrique à travers les éléments du circuit de soudage, y compris la pièce à souder, crée un champ magnétique dont l'intensité dépend de l'intensité du courant de soudage. La colonne de gaz d'un arc électrique est un conducteur flexible de courant électrique, elle est donc soumise à l'action de la résultante champ magnétique, qui est formé dans le circuit de soudage. Dans des conditions normales, la colonne de gaz d'un arc brûlant ouvertement dans l'atmosphère est située symétriquement à l'axe de l'électrode. Sous l'action des forces électromagnétiques, l'arc s'écarte de l'axe de l'électrode dans le sens transversal ou longitudinal, ce qui signes extérieurs semblable au déplacement d'une flamme nue à forte Les courants d'air. Ce phénomène est appelé soufflage magnétique.
La fixation du fil de soudage à proximité immédiate de l'arc réduit considérablement sa déviation, car son propre champ magnétique circulaire du courant a un effet uniforme sur la colonne d'arc. L'alimentation en courant du produit à distance de l'Arc entraînera sa déviation en raison de l'épaississement des lignes de force du champ magnétique circulaire du côté du conducteur.
Arc de soudage électrique- il s'agit d'une décharge électrique à long terme dans le plasma, qui est un mélange de gaz et de vapeurs ionisés des composants de l'atmosphère protectrice, de la charge et du métal de base.
L'arc tire son nom de la forme caractéristique qu'il prend lorsqu'il brûle entre deux électrodes placées horizontalement ; les gaz chauffés ont tendance à monter et cette décharge électrique est courbée, prenant la forme d'une arche ou d'un arc.
D'un point de vue pratique, l'arc peut être considéré comme un conducteur de gaz qui convertit énergie électrique en thermique. Il fournit une intensité de chauffage élevée et est facilement contrôlé par des paramètres électriques.
Une caractéristique commune des gaz est que, dans des conditions normales, ils ne sont pas conducteurs de courant électrique. Cependant, à Conditions favorables(température élevée et présence d'un champ électrique externe de forte intensité) les gaz peuvent être ionisés, c'est-à-dire leurs atomes ou molécules peuvent libérer ou, pour les éléments électronégatifs, au contraire capter des électrons, se transformant respectivement en ions positifs ou négatifs. En raison de ces changements, les gaz passent dans le quatrième état de la matière appelé plasma, qui est électriquement conducteur.
L'excitation de l'arc de soudage se produit en plusieurs étapes. Par exemple, lors du soudage MIG/MAG, lorsque l'extrémité de l'électrode et la pièce entrent en contact, il y a un contact entre les micro protubérances de leurs surfaces. haute densité le courant contribue à la fusion rapide de ces protubérances et à la formation d'une couche de métal liquide, qui augmente constamment vers l'électrode, et finit par se rompre.

Au moment de la rupture du cavalier, une évaporation rapide du métal se produit et l'espace de décharge est rempli d'ions et d'électrons résultant dans ce cas. Du fait qu'une tension est appliquée à l'électrode et à la pièce, les électrons et les ions commencent à se déplacer: électrons et ions chargés négativement - à l'anode, et ions chargés positivement - à la cathode, et ainsi l'arc de soudage est excité. Une fois l'arc excité, la concentration d'électrons libres et d'ions positifs dans l'espace de l'arc continue d'augmenter, car les électrons entrent en collision avec des atomes et des molécules sur leur chemin et en «éliminent» encore plus d'électrons (dans ce cas, des atomes qui ont perdu un ou plusieurs électrons deviennent des ions chargés positivement). Il y a une ionisation intense du gaz de l'intervalle d'arc et l'arc acquiert le caractère d'une décharge d'arc stable.
Quelques fractions de seconde après le démarrage de l'arc, un bain de soudure commence à se former sur le métal de base, et une goutte de métal commence à se former à l'extrémité de l'électrode. Et après environ 50 à 100 millisecondes supplémentaires, un transfert stable de métal de l'extrémité du fil d'électrode vers le bain de soudure est établi. Elle peut être réalisée soit par des gouttes qui volent librement au-dessus de l'entrefer de l'arc, soit par des gouttes qui forment d'abord un court-circuit puis s'écoulent dans le bain de soudure.

Les propriétés électriques de l'arc sont déterminées par les processus se produisant dans ses trois zones caractéristiques - la colonne, ainsi que dans les régions proches de l'électrode de l'arc (cathode et anode), qui sont situées entre la colonne d'arc d'un côté et l'électrode et le produit d'autre part.
Pour maintenir le plasma d'arc lors du soudage à l'électrode consommable, il suffit de fournir un courant de 10 à 1000 ampères et d'appliquer une tension électrique de l'ordre de 15 à 40 volts entre l'électrode et la pièce. Dans ce cas, la chute de tension sur la colonne d'arc elle-même ne dépassera pas quelques volts. Le reste de la tension chute sur les régions de cathode et d'anode de l'arc. La longueur de la colonne d'arc atteint en moyenne 10 mm, ce qui correspond à environ 99% de la longueur de l'arc. Ainsi, l'intensité du champ électrique dans la colonne d'arc se situe dans la plage de 0,1 à 1,0 V/mm. Les régions de cathode et d'anode, au contraire, sont caractérisées par une très faible étendue (environ 0,0001 mm pour la région de cathode, qui correspond au libre parcours moyen d'un ion, et 0,001 mm pour la région d'anode, qui correspond à la moyenne libre parcours d'un électron). En conséquence, ces régions ont une intensité de champ électrique très élevée (jusqu'à 104 V/mm pour la région de cathode et jusqu'à 103 V/mm pour la région d'anode).
Il a été expérimentalement établi que pour le cas du soudage à l'électrode consommable, la chute de tension dans la région de la cathode dépasse la chute de tension dans la région de l'anode : 12–20 V et 2–8 V, respectivement. Étant donné que le dégagement de chaleur sur les objets du circuit électrique dépend du courant et de la tension, il devient clair que lors du soudage avec une électrode consommable, plus de chaleur est dégagée dans la zone où plus de chutes de tension, c'est-à-dire dans la cathode. Par conséquent, lors du soudage avec une électrode consommable, l'inversion de polarité de la connexion du courant de soudage est utilisée, lorsque le produit sert de cathode pour assurer une pénétration profonde du métal de base (dans ce cas, le pôle positif de la source d'alimentation est connecté à l'électrode). La polarité directe est parfois utilisée lors de la réalisation de surfaçage (lorsque la pénétration du métal de base, au contraire, doit être minimale).
Dans les conditions de soudage TIG (soudage à électrode non consommable), la chute de tension cathodique, au contraire, est bien inférieure à la chute de tension anodique et, par conséquent, dans ces conditions, plus de chaleur est déjà générée à l'anode. Par conséquent, lors du soudage avec une électrode non consommable, afin d'assurer une pénétration profonde du métal de base, la pièce est connectée à la borne positive de la source d'alimentation (et elle devient l'anode) et l'électrode est connectée au négatif borne (fournissant ainsi également une protection de l'électrode contre la surchauffe).
Dans ce cas, quel que soit le type d'électrode (consommable ou non consommable), la chaleur est dégagée principalement dans les zones actives de l'arc (cathode et anode), et non dans la colonne d'arc. Cette propriété de l'arc est utilisée pour faire fondre uniquement les zones du métal de base vers lesquelles l'arc est dirigé.
Les parties des électrodes traversées par le courant d'arc sont appelées points actifs (sur l'électrode positive, le point d'anode et sur l'électrode négative, le point de cathode). La tache cathodique est une source d'électrons libres, qui contribuent à l'ionisation de l'entrefer de l'arc. Dans le même temps, des flux d'ions positifs se précipitent vers la cathode, qui la bombardent et lui transfèrent leur énergie cinétique. La température à la surface de la cathode dans la région du point actif pendant le soudage à l'électrode consommable atteint 2500 ... 3000 °C.

Lk - région cathodique; La - région anodique (La = Lk = 10 -5 -10 -3 cm); Lst - colonne d'arc ; Ld - longueur de l'arc ; Ld \u003d Lk + La + Lst
Des flux d'électrons et d'ions chargés négativement se précipitent vers le point d'anode, qui lui transfèrent leur énergie cinétique. La température sur la surface de l'anode dans la région du point actif pendant le soudage à l'électrode consommable atteint 2500 ... 4000°C. La température de la colonne d'arc dans le soudage à l'électrode consommable varie de 7 000 à 18 000 °C (à titre de comparaison : la température de fusion de l'acier est d'environ 1 500 °C).
Influence sur l'arc des champs magnétiques
Lors du soudage sur CC souvent observé un phénomène tel que magnétique. Il se caractérise par les caractéristiques suivantes :
La colonne de l'arc de soudage s'écarte fortement de sa position normale ;
- l'arc brûle de manière instable, se casse souvent;
- le son de la combustion de l'arc change - des pops apparaissent.
Le soufflage magnétique perturbe la formation du joint et peut contribuer à l'apparition de défauts dans le joint tels que le manque de fusion et le manque de fusion. La raison de l'apparition d'un souffle magnétique est l'interaction du champ magnétique de l'arc de soudage avec d'autres champs magnétiques ou masses ferromagnétiques à proximité.

La colonne d'arc peut être considérée comme faisant partie du circuit de soudage sous la forme d'un conducteur souple autour duquel règne un champ magnétique.
En raison de l'interaction du champ magnétique de l'arc et du champ magnétique qui se produit dans la pièce soudée lors du passage du courant, l'arc de soudage dévie dans la direction opposée à l'endroit où le conducteur est connecté.

L'influence des masses ferromagnétiques sur la déviation de l'arc est due au fait qu'en raison de la grande différence de résistance au passage des lignes de champ magnétique du champ de l'arc à travers l'air et à travers les matériaux ferromagnétiques (fer et ses alliages), la le champ magnétique est plus concentré du côté opposé à l'emplacement de la masse, de sorte que la colonne d'arc est décalée vers le corps ferromagnétique latéral.

Le champ magnétique de l'arc de soudage augmente avec l'augmentation du courant de soudage. Par conséquent, l'effet du souffle magnétique se manifeste plus souvent lors du soudage à des modes élevés.
Réduire l'effet du souffle magnétique sur procédé de soudage Peut:
Effectuer le soudage à l'arc court ;
- en inclinant l'électrode de manière à ce que son extrémité soit dirigée vers l'action du souffle magnétique ;
- rapprocher l'amenée de courant de l'arc.
L'effet du soufflage magnétique peut également être réduit en remplaçant le courant de soudage continu par un courant alternatif, auquel le soufflage magnétique est beaucoup moins prononcé. Cependant, il faut se rappeler que l'arc AC est moins stable, car du fait du changement de polarité, il s'éteint et se rallume 100 fois par seconde. Pour que l'arc AC brûle de manière stable, il est nécessaire d'utiliser des stabilisateurs d'arc (éléments légèrement ionisables), qui sont introduits, par exemple, dans le revêtement ou le flux de l'électrode.
Un arc électrique est une décharge électrique puissante et de longue durée entre des électrodes sous tension dans un mélange hautement ionisé de gaz et de vapeurs. Il se caractérise par une température de gaz élevée et un courant élevé dans la zone de décharge.
Les électrodes sont connectées à des sources AC ( transformateur de soudage) ou courant continu ( générateur de soudage ou redresseur) avec polarité directe et inverse.
Lors du soudage en courant continu, l'électrode connectée au pôle positif s'appelle l'anode et au négatif - la cathode. L'espace entre les électrodes est appelé zone d'arc ou espace d'arc (Figure 3.4). L'intervalle d'arc est généralement divisé en 3 régions caractéristiques :
- une région d'anode adjacente à l'anode ;
- région cathodique;
- poste d'arc.
Tout amorçage d'arc commence par un court-circuit, c'est-à-dire du court-circuit de l'électrode avec le produit. Dans ce cas, U d \u003d 0, et le courant I max \u003d I court-circuit. Une tache cathodique apparaît au niveau du site de fermeture, condition indispensable (nécessaire) à l'existence d'une décharge en arc. Le métal liquide résultant, lorsque l'électrode est retirée, est étiré, surchauffé et la température atteint, jusqu'au point d'ébullition - l'arc est excité (allumé).
L'arc peut être amorcé sans contact des électrodes grâce à l'ionisation, c'est-à-dire claquage d'un entrefer diélectrique dû à l'augmentation de tension par les oscillateurs (soudage à l'arc sous argon).
L'espace d'arc est un milieu diélectrique qui doit être ionisé.
Pour l'existence d'une décharge d'arc, il suffit de U d \u003d 16 ÷ 60 V. Le passage du courant électrique à travers un entrefer (arc) n'est possible que s'il contient des électrons (particules négatives élémentaires) et des ions: positifs ( +) ions - toutes les molécules et atomes d'éléments (métaux sous forme plus légère Me); ions négatifs (-) - forment plus facilement F, Cr, N 2, O 2 et d'autres éléments avec une affinité électronique e.
Figure 3.4 - Schéma de brûlage de l'arc
La région cathodique de l'arc est une source d'électrons qui ionisent les gaz dans l'entrefer de l'arc. Les électrons libérés de la cathode sont accélérés champ électrique et s'éloigner de la cathode. En même temps, sous l'influence de ce champ, des ions + sont envoyés à la cathode :
U d \u003d U k + U c + U a;
La région d'anode a un volume beaucoup plus grand U a< U к.
Colonne d'arc - la partie principale de l'espace d'arc est un mélange d'électrons, d'ions + et - et d'atomes neutres (molécules). La colonne d'arc est neutre :
∑ charge nég. = ∑ charges des particules positives.
L'énergie pour maintenir un arc stationnaire provient de l'alimentation de l'alimentation électrique.
Différentes températures, tailles des zones d'anode et de cathode et une quantité différente de chaleur dégagée - détermine l'existence d'une polarité directe et inverse lors du soudage en courant continu :
Q a > Q to ; U un< U к.
- lorsqu'une grande quantité de chaleur est nécessaire pour chauffer les bords de grandes épaisseurs de métal, la polarité directe est utilisée (par exemple, lors du surfaçage);
- avec des métaux soudés à parois minces et non échauffants, polarité inversée (+ sur l'électrode).
Notre site Web svarak.ru publie des articles sur le sujet. Pour la première fois, le phénomène d'arc voltaïque a été observé par l'académicien russe Petrov, ayant reçu une décharge par étincelle.
L'arc voltaïque est caractérisé par deux propriétés :
- dégagement d'une grande quantité de chaleur
- fort rayonnement.
Les deux propriétés arc électrique utilisé dans la technologie.
Pour la technologie de soudage, la première propriété est un facteur positif, la seconde est négative.
Tout matériau électriquement conducteur peut servir de conducteur électrique pour une décharge électrique. Le plus souvent, des tiges de carbone et de graphite sont utilisées comme conducteurs. section ronde(lampes à arc).
Une variante typique entre deux charbons est représentée sur la figure.
L'électrode supérieure est reliée au pôle positif de la machine (anode). Le deuxième charbon est connecté au pôle négatif (cathode).
Arc de soudage électrique
La température de l'arc électrique, son impact.
Le dégagement de chaleur n'est pas le même en différents points de l'arc. A l'électrode positive, 43% de la quantité totale est libérée, à la négative 36% et dans l'arc lui-même (entre les électrodes) les 21% restants.

Schéma des zones et de leurs températures dans l'arc de soudage
En relation avec cela et température sur les électrodes n'est pas la même. L'anode a environ 4000°C, et la cathode 3400°. En moyenne, considérons la température de l'arc électrique 3500°C.
Grâce à divers température aux pôles d'un arc voltaïque, conducteurs de carbone
existent en différentes épaisseurs. Le charbon positif est pris plus épais, négatif -
plus mince. La tige d'arc (partie médiane) est constituée d'un flux d'électrons éjectés par la cathode, qui se précipitent vers l'anode à grande vitesse. Possédant une énergie cinétique élevée, ils frappent la surface de l'anode, convertissant l'énergie cinétique en énergie thermique.
Le halo verdâtre qui l'entoure est le lieu réactions chimiques se produisant entre les vapeurs de la substance des électrodes et l'atmosphère dans laquelle brûle l'arc voltaïque.

Le processus d'émergence de l'arc de soudage
L'apparition d'un arc électrique
Processus d'éducation arc voltaïque se présente sous la forme suivante. Au moment du contact des électrodes, le courant qui passe génère une grande quantité de chaleur à la jonction, car il y a une grande résistance électrique(loi de Joule).
Pour cette raison, les extrémités des conducteurs chauffent jusqu'à une lueur brillante et, une fois les électrodes déconnectées, la cathode commence à émettre des électrons qui, volant à travers l'entrefer entre les électrodes, divisent les molécules d'air en charges positives et négatives. particules (cations et anions).
En conséquence, l'air devient électriquement conducteur.
Dans la technologie de soudage, la décharge entre les électrodes métalliques est la plus utilisée, une électrode étant une tige métallique, qui sert en même temps de matériau de remplissage, et la deuxième électrode est la pièce elle-même.
Le processus reste le même que dans le cas des électrodes en carbone, mais ici un nouveau facteur apparaît. Si dans un arc au carbone les conducteurs s'évaporent progressivement (brûlés), alors dans un arc métallique les électrodes fondent très intensément et s'évaporent partiellement. Du fait de la présence de vapeurs métalliques entre les électrodes, la résistance (électrique) d'un arc métallique est inférieure à celle d'un arc au carbone.
La décharge de carbone brûle à une tension moyenne de 40-60 V, tandis que la tension d'un arc métallique est en moyenne de 18-22 V (avec une longueur de 3 mm).
Longueur d'arc, cratère, pénétration.
Le processus de soudage à l'arc électrique se déroule comme suit.
Dès que nous touchons le produit sous tension avec une électrode et que nous le prenons immédiatement à une certaine distance, un arc voltaïque se forme et la fusion du métal de base et du métal du conducteur commence immédiatement. Par conséquent, l'extrémité de l'électrode est toujours à l'état fondu et son métal liquide sous forme de gouttes passe au joint à souder, où le métal de l'électrode est mélangé au métal fondu de la pièce à souder.
Des études ont montré qu'environ 20 à 30 gouttes de ce type sortent de l'électrode par seconde, c'est-à-dire que ce processus se déroule très rapidement.
Bien que l'arc voltaïque se développe très haute température, la chaleur est libérée par celui-ci dans un très petit espace juste sous l'arc.

Diagramme de longueur d'arc
Si nous examinons à travers des lunettes noires un arc excité par une électrode métallique, nous nous assurerons qu'à l'endroit où l'arc se forme entre l'électrode et le métal de base, une surface chauffée à blanc est libérée sur le métal de base, qui directement sous le coup a la forme d'une dépression remplie de métal liquide. On a l'impression que cet évidement est formé, pour ainsi dire, en soufflant du métal liquide avec un arc. Cet évidement s'appelle le bain de soudure. Il est entouré de métal chauffé à blanc et la température de chauffage de la zone adjacente chute rapidement au rouge et déjà à une courte distance, dont la valeur varie en fonction du diamètre de l'électrode et de l'intensité du courant, la température est comparée avec la température de l'objet à souder.
Bon et mauvais arc de soudage, comment faire la distinction ? Conseils utiles.
La distance entre l'extrémité de l'électrode et le fond du bain, c'est-à-dire la surface du métal en fusion, est appelée longueur d'arc. Cette valeur est très grande importance en technologie de soudage. Pour obtenir une bonne soudure, il est nécessaire de prendre la longueur de l'arc aussi courte que possible, c'est-à-dire de garder l'arc plus court et sa longueur ne doit pas dépasser 3-4 mm. Bien sûr, la longueur de l'arc n'est pas une valeur constante, car l'extrémité de l'électrode fond tout le temps et, par conséquent, la distance entre elle et le cratère augmenterait ; si l'électrode est maintenue immobile jusqu'à ce que la connexion soit rompue. Par conséquent, lors du soudage, il est nécessaire de rapprocher l'électrode du métal de base lors de sa fusion afin de maintenir la longueur de l'arc approximativement constante entre 2 et 4 mm.
La nécessité de maintenir un arc court (c'est-à-dire pas plus long que 3-4 mm) est causée par le fait que le métal fondu de l'électrode absorbe l'oxygène et l'azote de l'air entourant l'arc lors de sa transition de l'électrode au cratère, ce qui détériore ses propriétés mécaniques ( extension relative et résistance aux chocs). Il est clair que l'effet nocif de l'air sera moindre, moins le métal liquide passera de temps dans l'air.
Court:
Avec un arc court, ce temps sera inférieur à celui d'un arc long et, par conséquent, le métal de l'électrode n'aura pas le temps d'absorber autant d'oxygène et d'azote qu'il le pourrait, passant un long chemin en raison de l'arc long. Étant donné que le désir de chaque soudeur devrait toujours être d'obtenir la meilleure couture possible, un arc court utilisé est donc indispensable pour une bonne soudure. Un arc court peut être distingué non seulement par la vue, mais aussi par l'ouïe, car un arc court émet un crépitement sec caractéristique, rappelant le bruit de l'huile crépitante versée dans une poêle à frire chaude. Ce bruit d'arc court que tout soudeur devrait bien connaître.
Long:
Avec un arc long (c'est-à-dire d'une longueur supérieure à 4 mm), nous n'obtiendrons jamais bonne couture. Sans oublier qu'avec un arc long, une forte oxydation du métal soudé se produira, la soudure elle-même a également un aspect très inégal. Cela se produit parce qu'une longue décharge est moins stable qu'une courte, l'étincelle a tendance à errer et à dévier vers les côtés du site de soudage, de sorte que le chauffage qui en résulte n'est pas créé de la même manière qu'avec un arc court, mais se propage à grande surface. De ce fait, la chaleur rayonnée par l'arc ne va pas entièrement à la fusion du métal sur le site de soudage, mais est partiellement dissipée en vain sur une grande surface.
Avec un arc long, on obtient donc une mauvaise pénétration et, de plus, les gouttes de l'électrode, tombant sur un endroit mal chauffé, ne fusionnent pas avec le métal de base, mais sont pulvérisées sur les côtés.
Par apparence vous pouvez toujours distinguer immédiatement une couture soudée avec un arc court ou long. Correctement soudé avec un arc court, le joint a la forme correcte, une surface convexe lisse et un aspect propre et brillant. Une couture soudée avec un long arc a un aspect informe inégal et est entourée de nombreuses gouttes et éclaboussures de métal solidifié provenant de l'électrode. Une telle couture, bien sûr, est complètement inutile.
Protection contre les arcs

Exemples de combinaisons de protection contre l'arc électrique
Si les machines à souder utilisent un arc, de nombreuses autres machines et, de plus, une personne devraient l'éviter. Le risque d'arc sur les équipements dépend de plusieurs paragraphes :
- la fréquence d'utilisation de l'équipement par l'employé;
- l'expérience et les connaissances des employés traitant du matériel
- niveau d'usure de l'équipement ;
Si une personne ne possède pas la combinaison de protection individuelle nécessaire et qu'elle tombe dans la zone d'action d'un arc électrique, les chances de survie sont assez fortement réduites. La possibilité de brûlures graves est extrêmement élevée.

Tableau : le degré d'exposition à un arc électrique
Quelles sont les possibilités de protection contre les emails. Arc ?
- tout garder règles nécessaires et normes de sécurité;
- en cas d'utilisation prolongée de matériel de protection, de lavages fréquents, la combinaison ne doit pas se détériorer; (tout dépend du modèle);
- le tissu doit avoir un maximum de 2 secondes d'allumage résiduel ;
- vous devez porter des chaussures spéciales qui ont un effet antistatique et qui ont également combinaison de protection contre les arcs électriques.