
Optimeringslinje og skære unedged board. Metoder til at skære logs på en bælte savværk
Sawmilling af skoven er en cyklus af handlinger ved hjælp af en række teknologier, der tager sigte på at opnå tømmer, egnet til videre brug i industrien. Processiviteten og arbejdskraftomkostningerne ved processen afhænger af den valgte metode til behandling af rundkørsel, såvel som tiden af året.
Værktøj og udstyr
Produktionen af \u200b\u200btrunks og stor størrelse af grenen er i produktion. Alt materiale er opdelt i grupper af tykkelse og tilstedeværelsen af \u200b\u200ben skorpe. Ofte har skovforarbejdningsvirksomheder butikker i nærheden af \u200b\u200bemnet, hvor maskiner til indledende træbehandling er installeret.

Handicraft Forest.
Sidste etape skinke skoven kan bruges på loftindretningen eller som skøjtebjælke i det tilsvarende interiør eller som referenceenhed under konstruktionen.

Industrielt omfang af skov
Hvis en anden version af brugen af \u200b\u200btræ er planlagt, udføres skæring, følgende segmenter udføres ved udgangen:
- unedged og semi-cut (ru materiale, hvorfra grundlaget for gulv, vægge eller loft er samlet);
- kantet (designet til rengøringsbunden).
Cut kan udføre en udgangsorganisation, som har hele det nødvendige værktøj.

Kort over savning træ
Den rationelle anvendelse af materialet sikres ved korrespondance med savkortet. Dette giver dig mulighed for at reducere omkostningerne på grund af affald, hvilken procentdel af kortet kan reduceres væsentligt. Det anvendte værktøj og typer af træbearbejdningsudstyr afhænger af mængden af \u200b\u200bden ønskede kvalitet og størrelse på det færdige tømmer.

Oftest brugt cirkelsav og forskellige maskiner:
- cirkulære til diskaven muliggør nøjagtige nedskæringer af forskellige orientering. Velegnet til både professionel og hjemmebrug, perfekt copes med en cirkulationsdiameter over gennemsnittet;
- kædesav;
- maskiner til ren løft af bark;
- saven på bælesavsmageren gør det muligt at behandle tætte logs, betragtes som den mest populære, da udbyttet giver materiale af høj kvalitet og en lille mængde affald;
- disk maskine: produktion af en tosidet bar og unedged boards;
- ramme savmaten behøver ikke fundamentet, teknologien med brugen giver dig mulighed for at installere udstyr i umiddelbar nærhed af skovrydningen;
- tonomer Process Universal Machines, exit giver højkvalitets byggematerialer selv fra low-grade pisk
- saven af \u200b\u200ben rund skov på et stort træbearbejdningsfirma bør laves med det største tømmer, der er anderledes end andre specielle kvalitet og præcise størrelser. Til dette formål skal du installere særlige linjer designet til savning.
Sawmakeren modtager en bar og et skærebræt på grund af skåret af en log op til 7m og en diameter på 15-80 cm langs længdeforsyningen. Cirkelsag har en eller flere diske, behandler henholdsvis en anden diameter af skoven, deres mængde.

Hvis det er hjemme, er det nødvendigt at håndtere et lille volumen træ, så kan du bruge den sædvanlige motorsav.
Træskæring
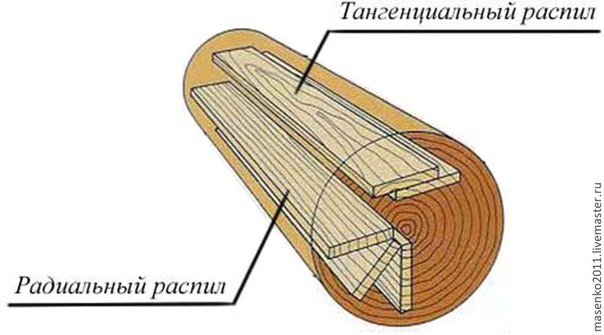
Før du vælger et værktøj, skal du beslutte om visning af saven med fokus på loggenes årlige ringe. Flere typer af typer er kendetegnende:
- radial (radius);
- tangential (talte parallelt med en radius bekymringer årlige ringe);
- fibre er placeret parallelt i forhold til skæringen fremstillet.
Blandt de metoder til savning er den, der er mest egnet til et bestemt tilfælde, valgt:
- Hedder. Forest savning På denne måde for løvfældende træer med en lille tykkelse af tønde betragtes som den enkleste behandling. Afslut: Ukendede elementer og bakke.
- Hvis der er en anden skovmaskine, er det evnen til at skære op til 65% af materialet for at forlade det samme i bredden af \u200b\u200bde kantede boards. For det første skræler en totonet tømmer og brædder af, og så opnås en vis mængde kant tømmer fra baren.
- Specifikke metoder - sektor og segment savning. Antallet af elementer i den første metode varierer fra 4 til 8, og afhænger af tykkelse af tønderen. Efter adskillelse fra hver sektor er elementer på en tangentiel eller radial linje skrevet. Den anden metode begynder med udgangen af \u200b\u200bstangen fra den centrale del, og brædderne er skrevet ud af sidesegmenterne i tangentialretningen.
- For individuelt skære træ er en cirkulær metode egnet. Det er baseret på drejningen af \u200b\u200bloggen på langsgående linje 90 ° efter hvert skaleret bord. Dette gør det muligt at overvåge kvaliteten af \u200b\u200btræet og rettidig fjerne de berørte områder af bagagerummet.
Håndlavet: Anvendelse motorsav
Til hjemmet at skære flere kufferter er det upraktisk at erhverve et værktøj, hvis omkostninger er til tider overstiger prisen på færdige produkter. Hvis der er en nødvendig færdighed, så mere effektivt og billigere at gøre alt det nødvendige arbejde med almindelig motorsav eller kædeudstyr, der opererer fra elektricitet. Selvfølgelig kræver et sådant arbejde meget mere fysiske omkostninger og tid, men prisen på problemet reduceres betydeligt.
Arbejde i haven plot kræver trimning af frugttræer, og det er også muligt at desuden producere materiale til husholdningsbygninger uden at ty til specialisternes tjenester, så enhver bevaring foretrækker at købe motorsav. Ofte høstes nåletrukne racer for huset, med det snit, hvor dette værktøj passer perfekt til. På grund af de glatte trunks er det lettere at planlægge linjerne i skæret, hvilket øger arbejdshastigheden. Professionelle, forresten, bruger oftest præcist en motorsav, da det er mere kraftfuldt og bruger det overalt, uanset tilstedeværelsen af \u200b\u200ben skovrydning eller savningskilder.

For at arbejde af motorsaven på loop-logfilerne, vil det tage en sådan enhed som dysen på saven, såvel som styrene af skære- og fikseringerne af basiscylinderen. Dysen i form af en ramme er fastgjort til værktøjet, så evnen til at regulere afstanden mellem kæden og selve rammen. Det er gjort for at blive færdiglavet tømmer, anderledes i tykkelse. Du kan tage rollen som vejledningen eller den ønskede længdeprofil eller en flad træstang med tilstrækkelig stivhed. En særlig kæde er valgt på værktøjet, designet til at skære bagagerummet langs. Dens forskel fra resten består af tænder, skærpet i en vis vinkel.

Før du begynder at arbejde, er det ikke kun nødvendigt at forberede hele det nødvendige værktøj. Uanset om træbearbejdningsmaskinen eller manuel armatur er beregnet til behandling af bagagerummet, er den første ting, du har brug for at kende med skærekortet. Dette gøres for at minimere procentdelen af \u200b\u200baffald og øge udbyttet af nyttige produkter.
Det første du skal gider med en langsgående snit er den ensartede tæthed af de færdige brædder. Til dette sender den kompetente savdriver et værktøj fra den østlige side af loggen på vestlige eller i modsat retning. Dette forklares af større tæthed af afrunding i sin nordlige del end i syd.
Derefter fjernes motorsaven med en bakke fra to sider på en sådan måde, at det får et totonet tømmer. Det skæres igen i overensstemmelse med skæreordningen valgt i begyndelsen af \u200b\u200barbejdet. Udgangen giver et unedged board. Hvis en vis procentdel af vices er til stede i bagagerummet, er det muligt cirkulære udskæringer med en rotation af stammen i en ret vinkel eller 180 °.
Mængden af \u200b\u200bfærdig materiale, prisen på skæring
Udbyttet af det nyttige materiale fra nåletræ og hårdttræ er forskelligt i procentforhold. For savet tømmer opnået fra nåletræer, er følgende indikatorer karakteriseret:
- forudsat at operationen udføres af en professionel, og en disk savværk anvendes, vil procentdelen af \u200b\u200bfærdig skov være højest (80-85%);
- kantet materiale, der giver maskiner, er i gennemsnit 55-70%;
- unet bord, når motorsaven forlader op til 30% af affaldet.
Tallene er vist uden den færdige køle skov, hvoraf antallet kan nå 30%. Et sådant materiale går imidlertid til produkter, der gør et bestemt ægteskab.

Deficious rounder giver 60% af den færdige umbered skov og omkring 40% af den kantede. Dette forklares af den oprindelige krumningstørring. Du kan øge mængden af \u200b\u200bopnåede produkter; for dette vil det kræve træbearbejdningsmaskiner af forskellige fokus. En bestemt form for enhed kan øge mængden af \u200b\u200bsavetwood med 10-20%. Ca. 10 kuber af løvfældende afrunding vil være nødvendig på en tømmerkube. Prisen for at installere ekstraudstyr vil betale omkostningerne ved den færdige skov. Særlige linjer giver et større volumen, men deres brug er kun tilrådeligt kun på en stor grund. Den gennemsnitlige pris på savværker på en konventionel savværk vil være ca. 150-180 rubler pr. Kubikmeter af brædder.
Kort savning.
Sawing Card er beregningen af \u200b\u200bden optimale mængde af det færdige tømmer fra en log. Det kan beregnes uafhængigt for hver specifikt log diameter, og du kan bruge et computerprogram, der signifikant letter beregningen, og prisen er ganske tilgængelig.

Enten kan kilden være den sædvanlige referencebog på savværket. Som følge heraf opnås tabellen, som er taget som grundlag. Sawmill skal altid fokuseres på sine data, for at blive mere savet tømmer af ethvert træ.
Når du savner skoven, er det vigtigt at beregne, hvad forbruget vil være, da det vil have indflydelse på omkostningerne ved savet tømmer. Udgangen af \u200b\u200bfærdige produkter kan være forskellige. Det hele afhænger af, hvordan kvaliteten skoven bruges, om foranstaltninger til optimering af skæring anvendes. Der er særlige foranstaltninger for at øge effektiviteten af \u200b\u200barbejdet, gøre udgangen bedre, og kvaliteten af \u200b\u200bsavning er højere. Før savning er det nødvendigt at beregne alt. Det er ikke så svært, at det kan virke, men strømningshastigheden af \u200b\u200bden runde skov vil være optimal, rentabel for at opnå et glimrende resultat.
Hvordan man øger effektiviteten af \u200b\u200bskære
For at tømmerproduktionen skal være signifikant, er det nødvendigt at anvende særlige foranstaltninger til at øge effektiviteten af \u200b\u200bprocessen:
- Beregningen skal kun udføres, når man bruger specielle programmer, manuelt vil have en lav ydeevne, procentdelen af \u200b\u200bægteskabet vil være stort.
- Pre-afrunding skal sorteres, så behandlingen udføres korrekt.
- Til skæring er det nødvendigt at anvende udstyr af høj kvalitet. Ellers vil mængden af \u200b\u200baffald være stort, og kvaliteten af \u200b\u200bdet resulterende tømmer bliver lav.
- Det er bedst at først skære en bred savet tømmer, behandlingen af \u200b\u200bsmalle blade mere tid.
- Logfilerne anbefales ikke at tage lang tid.
- Før arbejdet skal du konfigurere udstyret.
Udgangen af \u200b\u200bfærdig tømmer kan være anderledes. Det skal huskes, at bestyrelserne i første fase opnås, så de sorteres. Som følge heraf falder procentdelen endnu mere, for eksempel for løvfældende racer, det kan kun være 10-20%.
Sådan optimerer du skæringen

For at gøre udgangen af \u200b\u200bsavet varer ovenfor skal skæreprocessen optimeres. Dette gælder primært for de billets, der er betydelig krumning. For at skære en rund skovkurve skal du udføre en række handlinger:
- For det første er kun en passende skov valgt til arbejde. Hvis der er rotter, frøplanter, revner på enderne på de resterende logs, er det nødvendigt at afspejle nogle websteder.
- Hvis der opdages en rotten kerne under drift, kan den forsigtigt fjernes, hvorefter det er muligt at skære den resterende del. Dette vil undgå store tab, få brædder med en længde på 1 m med den nødvendige kvalitet.
- Det anbefales at bruge logs med en stor diameter, så udgangsprocenten er højere. Koefficienten kan være 1,48-2,1, men det afhænger alt af diameteren, kvaliteten af \u200b\u200brundkørslen, sortering, udstyr. For rammesteder vil en sådan koefficient være 1,48-1,6, og for linjer med fræsning udstyr - 1.6 for en stor skov. Med en diameter af rounderet fra 12 cm kan koefficienten overstige mærket på 2.1.
Affaldsvolumen efter savning
For at gøre det færdige bord med en stor procentdel, er det nødvendigt at forberede alt korrekt, arbejde bør kun udføres i overensstemmelse med teknologien. Rund træ nåletræ og hårdttræ giver en anden vej ud. I sidstnævnte tilfælde er volumen mindre, selvom det anvendes specielt tilbehør. Skæringen af \u200b\u200bsavning betragtes som mere bekvem, da hun har en lige linje, og loggen har en større diameter. Den nåletræskov er ikke så modtagelig for rådne, så ægteskabet er mindre. For løvfældende racer anvendes 2 teknologier normalt:

- ved hjælp af bæltepanelet på Z75, Z63;
- i sammenbruddet, når en halvcirkelformet er skåret i kernen i materialet, passeres gennem en multi-trins maskine.
Volumenet i bælte savværket er 40-50%. Når du bruger teknologien i sammenbruddet, er udgangen anderledes, den kan øges til 70%, men omkostningerne ved et sådant arbejde er højere. Hvis en rund skov skal skæres, hvis længde er 3 m, så kan du se, at procentdelen af \u200b\u200bægteskabet er ret stort, og det resterende materiale kræver behandling. Dette vedrører størstedelen af \u200b\u200bstørstedelen af \u200b\u200b22x105 (110, 115) x3000 mm. Der er mange af sådanne ægteskab muligheder. For eksempel kan det være wormworm, som ikke længere er egnet til de fleste værker.
Efter sortering af volumenet af hårdttræsmateriale, som refererer til en række 0-2, vil kun være 20-30% af det beløb, der opnås efter savning. Det betyder, at fra den samlede masse af den høstede runde skov, vil produktionen af \u200b\u200bet normalt bestyrelse kun være 10-20%. De resterende materialer går primært på brænde. Den nållige afrunding af output vil være anderledes, men opmærksomhed bør betales, som gennemsnitsværdierne for det resulterende volumen overholdes.
Lumber Output.
For at få adgang til tømmeret er optimalt, er det nødvendigt at tage højde for mange betingelser. For korrekt beregninger kan du overveje et eksempel på frigivelsen af \u200b\u200brund træ. Dataene blev opnået på den reelle oplevelse af specialister og i indikatorerne for piloter. Dette gør det muligt at sammenligne procentvis ratio, beregne de optimale gennemsnit.
Softwood har følgende vej ud:

- For uregelmæssede boards og andre umbered materialer under savning, vil udbyttet være 70%. Dette er antallet af materiale opnået under behandlingen, mængden af \u200b\u200baffald vil være 30%.
- For kantet materiale Ved anvendelse af pylomer ved 63, 65, 75 vil der være en mindre udgang fra savet tømmer i alt i området 45%. I bælter er output normalt op til 55-60% af det færdige materiale. Hvis du bruger effektiviteten til at forbedre effektiviteten, kan 70% opnås, selv om det kræver omfattende erfaring.
- Fra disk savværket er det muligt at opnå en savet tømmer i en mængde på 70-75%, selv om det kan være 80-75% ved anvendelse af effektivitetsmetoder. Men du har brug for erfaring.
Ifølge GOST 8486-86 er der for en klasse på 0-3 procent af produktionen uden at tage hensyn til sorteringen ca. 70%.
En anden 30% kan overlades til afvisning af det færdige materiale. Materialet kasseres er ikke kasseret, det bruges til at gøre andre typer savet tømmer, som giver mulighed for et bestemt ægteskab.
Ved den runde skov af hårdttræ observeres en anden procentdel af afkørsel:
- Ukendet materiale - 60%.
- Ved den kantede - op til 35-40%, da krumningen af \u200b\u200bkildeskoven af \u200b\u200bhårdttræ normalt er stor.
Udgangen kan forbedres, for dette gælder yderligere udstyr. Det kan være en særlig multi-trins maskine, en kantskæremaskine, en undergruppe. I dette tilfælde viser det sig udgangen fra tømmeret til at stige med ca. 20%. Den angivne procentdel er baseret på dataene om opnåelse af en gradebræt på 0-4. Ved sortering af sorter 0-1 er procentdelen af \u200b\u200bsavet tømmer 10%. For at opnå en kube af det færdige kantmateriale fra hårdttræ er det nødvendigt at bryde 10 terninger af den oprindelige runde skov.
Udgangen af \u200b\u200bsavet tømmer fra den runde skov kan være anderledes. Det hele afhænger af udgangen af \u200b\u200btræ, der bruges af savværkerne. Særlige foranstaltninger til at øge effektiviteten giver dig mulighed for at få større procentdel, end det er muligt, men for dette skal du have en vis erhvervserfaring.
Alle billeder fra artiklen
I denne artikel vil vi fortælle om, hvordan skåret af logfilerne på tape savning. Derudover vil vi overveje, hvad kriterierne for udvælgelse af en eller anden måde at behandle træ og hvordan det påvirker egenskaberne ved færdig tømmer.
Metoder til at skære logs for at opnå forskellige savet tømmer blev udviklet og forbedret i lang tid, da dette er den eneste måde at få et tavle på, en ram og andre kategorier af lignende produkter fra en solid træstamme.

Fra lang tid til denne dag har træforarbejdningsmetoder udviklet sig, og derudover har nyt mere produktivt udstyr vist sig, hvilket tillader det nødvendige tømmer hurtigt og med et minimum af industriaffald.
Funktioner af træforarbejdning
Instruktioner til behandling af råvarer og opnåelse af bontroducts består af en række teknologiske operationer, herunder langsgående skære logs, krydset tømmer og trimning i bredden, sortering efter størrelser, sortering i kvaliteten af \u200b\u200bfremstilling, tørring og opbevaring.
Hvert af de angivne trin er vigtig med hensyn til kvaliteten af \u200b\u200bfærdige produkter. Men det er den skæring, der er det mest tidskrævende og ansvarligt stadium, hvor de vigtigste karakteristika ved færdige tømmer er dannet.
Sammensætningen af \u200b\u200blayoutplanen på savet tømmer (valget af en passende forarbejdningsmetode) afhænger af træ racen, fra råmaterialer størrelser på fugtighedsgraden, fra densitet og hårdhed og fra mange andre faktorer. Selvfølgelig bestemmes metoden til forarbejdning af råvarer stort set på grundlag af niveauet for teknisk udstyr af virksomheden.
Overvej hvilket udstyr der bruges til industrielt savning, og hvilke metoder er relevante for hver kategori af dette udstyr.
Udstyr til skæring og funktioner ved brug
For langsgående skære logs anvendes følgende kategorier af udstyr:
- Enkeltbånd eller runde (cirkulære) sav - den traditionelle løsning, der anvendes i lang tid.
- Rammaggruppen er en mere progressiv løsning, der giver dig mulighed for at øge produktiviteten af \u200b\u200bråmaterialforarbejdning betydeligt uden at det berører kvaliteten af \u200b\u200bfærdige produkter.
Overvej flere detaljer om anvendelsen af \u200b\u200bde angivne kategorier af udstyr.
- Individuel savning. - Dette er en metode, hvormed enkelt sav anvendes. I dette tilfælde, i et forbipasserende pass, kun en res. Derfor er træstammen helt i stand til at skære ud for flere passager.
VIGTIGT: Fordelen ved individuel savning er uafhængigheden af \u200b\u200bhver efterfølgende snit fra den foregående.
Det vil sige, at savning kan udføres i forskellige fly.
Som følge heraf er det muligt at bruge mere rationelt dem eller andre egenskaber af forskellige dele af loggen.
Samtidig er denne metode ikke tilgængelig, og er derfor ikke egnet til brug i store træbearbejdningsvirksomheder.
- Gruppesaven - Dette er en teknologisk proces, hvor en gruppe af rammesave anvendes.
Fordelen ved denne metode er, at loggen er adskilt helt i et pass. På grund af dette er tiden gemt og som følge heraf er prisen på det billigt. Men det skal huskes, at gruppesaven udføres i samme plan.
Til dato opnåede følgende kategorier af udstyr til gruppesave den mest udbredte distribution:
- nordbærende lodrette rammer, runde sav, fræsemaskiner (diameter af de forarbejdede råvarer fra 14 til 22 cm).
- mid-shots vertikale rammer (diameter fra 24 til 48 cm)
- bredt skift vertikale rammer, dobbelt og fjerde aggregater af en bæltcinopyl type (diameteren af \u200b\u200bde forarbejdede råmaterialer over 50 cm).
Beregning af optimale skære logs ved hjælp af Excel-programmet. For hver savværk er det vigtigt at minimere råmaterialaffald. Produktionslognens rentabilitet var betydeligt afhængig af dette.
Et eksempel på at beregne de korsfyldte byggelogger i Excel
Programmet til beregning af nedbrydelsen af \u200b\u200bloggen vil være nyttigt for små iværksættere klar til at skabe din virksomhed til produktion af afrundede logs og byggebygninger
Nogle logfiler kommer på skåret, 10 meter lange hver. Sawmill blev konkluderet for levering af råvarer fra træ i en sådan mængde:
- 100 logs 5 meter;
- 200 logs 4 meter;
- 300 logs 3 meter.
Hvad vil være det optimale antal logfiler, der skal skæres for at opfylde kontraktbetingelser? Med andre ord, hvordan man skærer bestyrelserne med et minimum af produktionsaffald?
Løsning af opgaven til skæring af logfiler
For at udarbejde en løsningsmodel er det nødvendigt at bestemme alle mulige muligheder for at skære logfilerne med en længde på 10 meter hver på 3-, 4- og 5 meter segmenter under hensyntagen til længden af \u200b\u200baffaldet. Resultatet af sådanne beregninger er identifikationen af \u200b\u200b6 muligheder for skæring:
- 2 barer 5m (0m affald).
- 2 Brouse 5m + 4m (1m affald).
- 2 barer 5m + 3m (2m affald).
- 3 bar 3m + 3m + 4m (0m affald).
- 2 barer 4m (2m affald).
- 3 Brouse 3m (1m affald).
Under betingelsen af \u200b\u200bproblemet X I indsamles de ved metoden til і Så vil ordningen være sandt:
F \u003d x 1 + x 2 + x 3 + x 4 + x 5 + x 6 \u003d\u003e min
Du kan lave et sådant system:
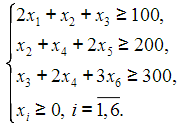
Det næste skridt vil være forberedelsen af \u200b\u200bMicrosoft Excel-tabellen, som vil indeholde kildebetingelserne for problemet.
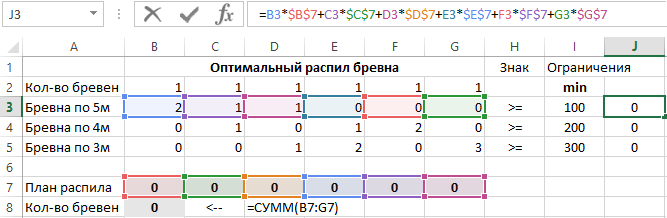
For at beregne den venstre del af grænsen og målfunktionen introduceres passende formler. CELLER J3: J5 flyder disse formler:
Og i B8-cellen skal du indtaste formlen: \u003d Mængder (B7: G7).
Næste er fyldt af form af "løsning søgning" moduler og "løsning parametre". For at gøre dette skal du gå til B8-cellen og bruge værktøjet på fanen Data - "Analyse" - "Solution Solution". Hvis denne fane ikke har dette værktøj, skal du læse instruktionerne.
For at opnå på udgangen af \u200b\u200ben høj procentdel af tømmer fra runde logfiler anvendes flere forskellige teknologier, herunder visse handlingercykler. For tiden er savning af runde skov og arbejdskraftomkostningerne anderledes, afhængigt af den valgte behandlingsmetode, arbejdsstedet, sæsonen. Så nogle virksomheder bygger et værksted om den primære behandling af råvarer i nærheden af \u200b\u200btræblanket og spar på den.
Ikke kun trunker er i behandlingen, men også store grene. Billets af runde skov er sorteret i størrelse og tilstedeværelse af en skorpe. Tønder, der ikke har bestået sortering, bruges i fremtiden til udkast til arbejde (producenter af stilladser osv.). Når du accepterer råmaterialer fra leverandøren, kontrolleres ikke kun kube, men også tilstedeværelsen af \u200b\u200bskader, rot, tæve - Sådanne materialer opfylder ikke specifikationerne. Træfejl reducerer procentdelen af \u200b\u200bfærdige produkter ved udgangen, og tæven kan beskadige udstyret.
Før savning udføres stammehydrochen ofte (fjernelse af cortex på en speciel maskine) - Denne proces er valgfri, men betragtes som økonomisk:
- på grund af fraværet af fast pebbles og sand i kernen opretholdes saven fra for tidligt slid;
- kvaliteten af \u200b\u200bchipmaterialet øges;
- nogle virksomheder tager ikke en bakke med ikke-talte logs;
- fejl ved resultaterne ved sortering af skoven med elektronik reduceres.

Typer af træskæring

Først og fremmest skal du beslutte med typen af \u200b\u200bskæring - der er flere af dem. Tangential - snit fortsætter med tangentielle til årlige ringe, overfladen opnås med mønstre i form af ringe, buer. Brædder opnået på denne måde, billigere, men har høje procentdele tørring og hævelse.
Radial - snit langs radius, vinkelret på årlige ringe, tegning er ensartet, udgangen af \u200b\u200bbrættet er lille, men det er præget af øget kvalitet og større styrke.
Rustik - udføres i enhver vinkel, synlige defekter, hvirvler, skår osv.
Metoder til savning.
For hvert bestemt tilfælde vælges metoden til savning.
SLISSED - den mest økonomiske, næsten uden affald, en høj procentdel af færdig skov. Unedged boards og to heste opnås ved udgangen.
Med Brude - Få først et toddrevet tømmer, unedged boards, to heste. Derefter hældes tømmeret vinkelret på skærebrættet, der opnås to unedged boards og to heste.

Sektoren - første logs på 4-8 sektorer, og derefter hver af dem til radiale eller tangentielle materialer. Nogle gange er flere umbered boards peeping i midten.
Skilsmisse-segmentet - med en sådan pickle i midten af \u200b\u200bbagagerummet, to eller flere unedged boards drikker, og skære ensidige brædder skæres fra segmenterne.
Brouso-segment - svarende til det skilt segment, kun midt i loggen, afbrydes en totonet bjælke, som derefter skæres i de kantede brædder. Stor tømmer udgangsprocent.
CIRCULAR - Efter drak en eller flere unedged boards, bliver loggen 90 0, og de følgende brædder er låst op. Denne metode påføres, når en stor log er påvirket i midten af \u200b\u200bden ingen rot. Med det er det adskilt sundt fra lavkvalitets træ.
Samlet - med brugen af \u200b\u200bfræseværktøjer og cirkelsave samtidig med høj kvalitet tømmer er opnået ved udgangen af \u200b\u200bden teknologiske chip (i stedet for Hill og Rail). En sådan omfattende behandling af skoven giver dig mulighed for at rationelt bruge råvarer og lønomkostninger. Det viser sig den affaldsfrie produktion af det færdige tømmer.
Påkrævet værktøj

Valget af værktøjer afhænger af antallet af planlagte færdige produkter, dets kvalitet og størrelse af produkter. Oftest skære med en cirkelsav. På visse faser af produktionen kræver brug af specielle maskiner.
Cirkelsav udfører nøjagtige nedskæringer i alle retninger, perfekt coper med nogen logstørrelser, der passer til professionel og hjemmebrug.
Det bruges til hjemmebrug, når en lille mængde savet tømmer skal fremstilles. Det er lettere at udføre hårdt arbejde med motorsave end at købe dyrt udstyr. Det vil kun kræve en særlig dyse, en fixer til bagagerum og styreskæringer.
Corn Removal Machines. De er ret dyre, men med regelmæssig brug i virksomheden, hvor store mængder arbejde udføres, hurtigt payback. De anvendes ikke nødvendigvis, men det er ønskeligt, fordi det er muligt at opnå en række økonomiske fordele og faciliteter i produktionsprocessen.
Og har også brug for:
- Diskmaskine - for at opnå unedged outlet materialer fra skoven.
- Bæltsavsmageren giver frigivelse af højkvalitets tømmer og lav affaldsprocent.
- Ramme Sawmason - Har ikke brug for fundamentet, og det kan installeres direkte i logfilmen.
- Universal maskiner er i stand til at give ved udgangen selv fra lavkvalitets materiale af høj kvalitet.




I virksomheder med masseproduktion er hele komplekser af moderne udstyr installeret på virksomheder med masseproduktion, og skovenes savning udføres nogen kompleksitet.
Teknologisk skærekort.
Til beregning af den optimale procentdel af opnåelse af færdigt savet tømmer er savningskortet samlet. Disse beregninger kan foretages uafhængigt eller bruge et specielt computerprogram. Sådanne oplysninger kan stadig opnås i den sædvanlige mappe, hvor der indsamles oplysninger om adfærd af savværker.
Kortskæring giver dig mulighed for at bestemme, hvor meget det vil være ved udløbet af de færdige produkter, hvilken procentdel af affald vil gå til forarbejdning. Ifølge disse data er det muligt at bestemme de endelige omkostninger ved produkter. Resultatet kan i vid udstrækning afhænge af skoven. Der er nogle foranstaltninger til at øge procentdelen af \u200b\u200btømmerproduktion.
Procentdelen af \u200b\u200btømmer ved udgangen er klar til brug i arbejde, nyttigt træ. Affald - råmaterialer til modtagelse af MDF-plader, spånplader, fiberplade. Disse mængder vil afhænge af træets diameter, typer af fremstillede produkter fra massivt træ, savning.
Procentdel af rundkørsel
Den nøjagtige beregning af hver kubikmeter træ - dyre naturlige råmaterialer er vigtig på hver træbearbejdningsvirksomhed. Rund skov kubikmeter beregnes på flere måder.

Hvad angår transport. På hver type transport beregnes skovkuben og installeres. For eksempel, 70,5 kuber af rund træ monteret i vognen. Så i tre biler vil der være 22,5 terninger. Denne beregningsmetode accelererer accepten af \u200b\u200bråvarer, især dette er vigtigt med et stort antal modtaget last. Men der er en stor fejl i resultaterne af beregninger på denne måde.
Beregning af en tønde. Hvis alt logging består af det samme i tømmerens størrelse, så beregner du mængden af \u200b\u200ben, du kan tælle dem alle og formere sig i kubage af en. Denne metode er mere præcis, men det tager meget tid og tiltrækker flere arbejdere til at modtage lasten.
Automatiserede systemer med målerammer. Disse målinger giver højere procentsatser nøjagtighed end dem, der udføres af mennesker. Når logfiler passerer gennem målrammen, tykker alle alle krumninger af bagagerummet og selv tæven tages i betragtning. I dette tilfælde kan du straks sortere trunkerne.
Beregningsmetoden ved at multiplicere volumenet på koefficienten. Højden måles, bredden, længden af \u200b\u200bstakken og multipliceres med koefficienten. Sådan en hurtig tælling, men med en lav procentdel af nøjagtighed. Det bruges, når det er nødvendigt at hurtigt bestemme antallet af kubikmeter.

Afhængighed af den endelige procentdel af udgangen fra savningsteknologi
For at øge udgangen af \u200b\u200bfærdig tømmer er det nødvendigt at optimere selve savningsprocessen. Dette gælder især for at arbejde med høst, der har krumning, skade eller andre fejl:

- Først skal du vælge og lancere kun højkvalitets skov i produktion.
- Vælg derefter kufferter med skader på enderne (rot, revner) og foretag afspejling af disse steder.
- Med stammeafsnittet med en rådne kerne er det nødvendigt at fjerne det, og det resterende træ er skåret på tømmer. De vil være kortere, men bedre kvalitet.
- Og også for at opnå højkvalitetsbrædder, er fremgangsmåden til cirkulær savning egnet.
- Over procentdelen af \u200b\u200budgangen, når der savner tømmer med stor diameter.
Udgangen afhænger også af kvaliteten af \u200b\u200blog, træ sorter, der bruges af udstyret. Nyt højkvalitets, velindstillet udstyr giver dig mulighed for at håndtere trunks næsten uden tab.
Skovskæringseffektivitet kan øges, hvis der træffes særlige foranstaltninger på forhånd. For at gøre dette skal du foretage præcise beregninger ved hjælp af digitale programmer. Hvis du manuelt gør dette, vil procentdelen af \u200b\u200bægteskab ved udgangen være større. Det skal på forhånd tages på forhånd, at fra skovens nåletræer, viser det sig mere procent på udgangspunktet for savet tømmer. Fordi de har glatte trunks, store, mindre modtagelige for rotting og derfor næsten uden ægteskab. Fra det løvfældende store volumen vælges ofte.
Til rationel brug af træ er det bedre at tage kort login. Men i indenlandsk produktion er det normalt taget til savning af trunker med en længde på 4 m eller derover. På grund af deres krumning ved udgangen opnås en stor procentdel af ægteskab.