
Pagpapanumbalik ng bearing race seat. Pagpapanumbalik ng mga upuan ng tindig gamit ang mga metal polymer gamit ang paraan ng gluing
Mga may-ari ng patent RU 2296660:
Ang imbensyon ay nauugnay sa larangan ng mechanical engineering, katulad ng mga pamamaraan para sa pagpapanumbalik ng mga upuan ng rolling bearings. Ang bearing assembly ay binuwag at ang ibabaw ng mga upuan ay na-deform kapag ginagamit ang mga bearings ay ginagamot ng mga solusyon. Ang isang molten restoration material, na nag-crystallize sa temperatura na 70°C at natutunaw sa temperaturang higit sa 340°C, ay inilalapat sa deformed surface ng mga bearing seat na ginagamot sa mga solusyon. Ang materyal ng pagpapanumbalik ay may malapot na katangian at lakas-mekanikal na katangian na naaayon sa materyal ng mga upuan ng tindig. Pagkatapos ang tindig ay pinainit sa langis sa temperatura na 80-90°C. Ang pagpupulong ng tindig ay binuo sa pamamagitan ng pag-install ng pinainit na tindig sa mga upuan nito. Bilang resulta, nababawasan ang mga gastos at nababawasan ang lakas ng paggawa. kumpunihin.
Ang imbensyon ay nauugnay sa larangan ng mechanical engineering at iba pang mga industriya kung saan ginagamit ang mga rolling bearings sa ilalim ng mabibigat na karga, na humahantong sa pagpapapangit ng mga rolling bearing na upuan.
Mayroong isang kilalang paraan para sa pagpapanumbalik ng mga pagod na crankshaft, kung saan ang mga journal ay mekanikal na naproseso na may teknolohikal na pagtagos sa katawan ng naibalik na ibabaw sa buong lapad sa pagitan ng mga pisngi ng journal na may pagbuo ng mga fillet at kasunod na paggamot ng init ng crankshaft. Ang isang metal wear-compensating lining sa anyo ng isang split ring o kalahating singsing ay sinigurado sa ginagamot na mga leeg sa pamamagitan ng hinang ng kanilang mga kasukasuan. Ang weld seam ay matatagpuan sa isang lugar na limitado ng 25-50 ° ng pag-ikot ng crankshaft mula sa tuktok na patay na sentro, at ang pangalawang tahi, kapag gumagamit ng kalahating singsing, ay nakaposisyon na may kaugnayan sa una na may isang pag-ikot ng 180 °. Palamigin ang hinang sa isang temperatura kapaligiran, na nagbibigay ng pag-igting ng split ring na 0.1...0.15 mm. Kapag gumagamit ng isang split ring, sa pamamagitan ng mga butas na may diameter na 5-7 mm ay ginawa sa loob nito. Ang butas sa split ring na may shaft journal, na matatagpuan sa tapat ng weld, ay welded muna, at ang natitirang mga butas ay welded, simetriko na papalapit sa weld, na magpapataas ng lakas ng pagkapagod ng crankshaft sa antas ng isang bagong bahagi habang sabay na ibinabalik ang mga pagod na journal sa nominal na laki.
Mayroong isang kilalang paraan para sa pag-aayos ng isang bearing assembly, na kinabibilangan ng disassembly, pag-troubleshoot ng mga bahagi, pagpupulong sa anyo ng pag-install sa seating surface ng panlabas na singsing ng isang pagod na tindig ng dalawang lokal na diametrically opposed na mga plate at assembly. Ang kapal ng mga plato ay tinutukoy ng formula na Sc=Sr+Su, kung saan ang Sc ay ang kabuuang kapal ng mga plato; Sr - radial clearance sa isang pagod na tindig; Su - puwang sa koneksyon sa pagitan ng housing bore at ang panlabas na singsing ng tindig, na isinasaalang-alang ang pagsusuot. Ang haba ng bawat lokal na plato ay tinutukoy sa pamamagitan ng pagkalkula.
Ang mga disadvantages ng pamamaraang ito ay ang mataas na gastos at labor intensity ng repair work.
Mayroong isang kilalang paraan para sa pagpapanumbalik ng mga pagod na ibabaw ng sliding bearing shafts, na binubuo ng pag-init ng hardened zone ng isang bahagi na may binding material na dating inilapat dito (halimbawa, mula sa isang paste na gawa sa isang weldable material) sa isang high-frequency kasalukuyang inductor hanggang sa natutunaw materyal na panali at inilalagay ito sa lugar ng pagsusuot ng bahagi, na binabayaran ang pagsusuot nito, na nailalarawan sa pamamagitan ng pag-init ng pagod na ibabaw ng bahagi sa temperatura na higit sa 50-100 ° C ang temperatura ng kritikal na punto AC 3 , at pagkatapos ay pinapalamig ang nadeposito na ibabaw ng pagod na bahagi sa bilis ng pagtigas nito, at ang isang materyal na may punto ng pagkatunaw na hindi lalampas sa temperatura ng hardening ng materyal ng produkto ay ginagamit bilang isang panali.
Ang mga disadvantages ng pamamaraang ito ay ang mataas na gastos at labor intensity ng repair work.
Ang pinaka-malapit teknikal na solusyon, na pinagtibay bilang isang prototype, ay isang paraan ng pagpapanumbalik ng mga crankshaft sa pamamagitan ng pagbuo ng pagod na ibabaw ng sliding bearings, na natanto sa pamamagitan ng pag-lining sa mga journal ng pangunahing at connecting rod axes ng crankshaft na may split bushings na gawa sa isang materyal na may mataas na abrasion paglaban, hinangin kasama ang linya ng kanilang mga hiwa sa isang mahigpit na akma sa ibabaw ng mga journal ng baras, lubricated bago makipag-ugnay sa split bushings na may espesyal na pandikit o mga sealant.
Ang kawalan ng pamamaraang ito ay ang mataas na gastos at lakas ng paggawa ng trabaho.
Ang paghahambing ng iminungkahing solusyon sa prototype at mga katulad na solusyon na kilala mula sa umiiral na antas ng teknolohiya ay nagbibigay-daan sa amin upang maitaguyod ang pagsunod nito sa pamantayan ng patentability ng "bagong-bago" at "imbentong hakbang".
Ang teknikal na resulta ng inaangkin na imbensyon ay upang bawasan ang mga gastos at labor intensity ng repair work upang maibalik ang mga upuan ng rolling bearings.
Ang teknikal na resulta na ito ay nakamit sa pamamagitan ng katotohanan na ang pamamaraan para sa pagpapanumbalik ng mga upuan ng mga rolling bearings ay kinabibilangan ng pagtatanggal-tanggal ng pagpupulong ng tindig, paggamot sa ibabaw ng mga upuan na deformed sa panahon ng paggamit ng mga bearings na may mga solusyon at pag-assemble ng bearing assembly, habang, ayon sa imbensyon. , ang isang crystallizing substance ay inilalapat sa deformed surface ng mga bearing seat na ginagamot sa mga solusyon na temperatura ng 70°C at isang molten na pampababa ng materyal na natutunaw sa temperatura na higit sa 340°C na may malapot na katangian at lakas-mekanikal na katangian na naaayon sa materyal ng materyal. bearing seats, pagkatapos ang bearing ay pinainit sa langis sa temperatura na 80-90°C at ang bearing assembly ay binuo sa pamamagitan ng pag-install ng heated bearing sa mga upuan nito.
Ang kakanyahan ng paraan ng pagpapatupad ay ang mga sumusunod.
Sa naproseso mga espesyal na solusyon deformed surface upuan Ang tindig ay pinahiran ng isang tinunaw na metallized na materyal sa pagpapanumbalik, at pagkatapos ay ang tindig na pinainit sa langis ay naka-install sa upuan nito. Ang tindig ay pinainit sa temperatura na 80-90°C at, sa gayon, tinitiyak ang pag-init ng materyal sa pagpapanumbalik sa temperatura na 70°C, kung saan ang huli ay nag-crystallize at nakakakuha ng lakas at mekanikal na katangian ng materyal ng upuan.
Ginagawang posible ng iminungkahing pamamaraan na bawasan ang downtime ng kagamitan, mga gastos at lakas ng paggawa kapag nire-restore ang mga upuan ng rolling bearings.
Panitikan
1. RF Patent No. 94019772. Ponurovsky A.A. Ponurovsky A.A. Paraan para sa pagpapanumbalik ng mga crankshaft at ang kanilang mga plain bearings. IPC V23R 6/00. Mabilis. 1994.05.26. Publ. 1996.09.10. Reg. No. 94019772/02.
2. RF patent No. 2235009. Paraan para sa pag-aayos ng isang pagpupulong ng tindig. / Usov V.V. Seregin A.A. Timoshenko A.N. Seregina V.V. IPC V23R 6/00. Mabilis. 2001.02.21. Publ. 2002.09.20. Reg. No. 2001105022/02.
3. RF Patent No. 2189298. Paraan para sa pag-aayos ng isang yunit ng tindig / Usov V.V. Seregin A.A. Timoshenko A.N. Seregina V.V. IPC V23R 6/00. Mabilis. 2001.02.21. Publ. 2002.09.20. Reg. No. 2001105022/02.
4. RF patent No. 95117550. Isang paraan para sa pagpapanumbalik ng pagod na seating surface ng shafts para sa plain bearings. / Ulitovsky B.A., Shkrabak B.S., Ulitovsky S.B., Shkrabak R.V., Polishko G.Yu. IPC V23R 6/00. Mabilis. 1995.10.17. Publ. 1997.10.20. Reg. No. 95117550/02.
5. RF Patent No. 2105650. Isang paraan para sa pagpapanumbalik ng pagod na seating surface ng shafts - plain bearings. / Ulitovsky B.A., Shkrabak B.S., Ulitovsky S.B., Shkrabak R.V., Polishko G.Yu. IPC V23R 6/00. Mabilis. 1995.10.17. Publ. 1998.02.27. Reg. No. 95117550/02.
Isang paraan para sa pagpapanumbalik ng mga upuan ng mga rolling bearings, kabilang ang pagtatanggal-tanggal sa bearing assembly, paggamot sa ibabaw ng mga upuan na deformed kapag gumagamit ng mga bearings na may mga solusyon at pag-assemble ng bearing assembly, na nailalarawan sa isang crystallizing na materyal na nag-kristal sa temperatura na 70°C at natutunaw sa isang temperatura sa itaas ay inilapat sa deformed na ibabaw ng mga upuan ng tindig na ginagamot sa mga solusyon na 340°C na natunaw na materyal na may malapot na katangian at mga katangian ng lakas-mekanikal na naaayon sa materyal ng mga upuan ng tindig, pagkatapos ay pinainit ang tindig sa langis sa isang. temperatura ng 80-90°C at ang pagpupulong ng tindig ay binuo sa pamamagitan ng pag-install ng pinainit na tindig sa mga upuan nito.
Mga katulad na patent:
Ang imbensyon ay nauugnay sa isang teknolohiya para sa pagpapanumbalik o pagpapalakas sa pamamagitan ng electric arc surfacing pagod na ibabaw ng mga bahagi ng bakal, pangunahin ang mga pampasaherong sasakyan at kargamento ng railway rolling stock.
Ang imbensyon ay nauugnay sa mga larangan ng mechanical engineering at pagkumpuni ng mga bahagi ng makina at maaaring magamit upang maibalik at mapabuti ang pagiging maaasahan ng "pin-pin hole" na mga yunit ng mga front axle beam ng mga sasakyan.
Ang imbensyon ay nauugnay sa kemikal at pisikal na mga pamamaraan ng proteksyon laban sa kaagnasan at maaaring magamit sa industriya ng langis at gas, ibig sabihin, para sa pagkumpuni at pagpapanumbalik ng isang downhole multi-pass group metering switch na napapailalim sa kaagnasan
Ang imbensyon ay nauugnay sa larangan ng pagpapanumbalik at pagpapalakas ng mga pamamaraan ng pagproseso sa mekanikal na inhinyero, katulad ng teknolohiya at kagamitan na ginagamit sa proseso ng pagproseso ng ultrasonic ng panlabas o panloob na conical na sinulid na seksyon ng naturang mga elementong bumubuo oil column, gaya ng tubing, drill pipe at casing, o tulad ng sub at coupling, kung saan ang mga tubo ay konektado sa oil column
Ang imbensyon ay nauugnay sa larangan ng pagpapanumbalik at pagpapalakas ng mga pamamaraan ng pagproseso sa mekanikal na inhinyero, katulad ng teknolohiya at kagamitan na ginagamit sa proseso ng pagproseso ng ultrasonic ng panlabas o panloob na conical threaded na seksyon ng mga bahagi ng isang haligi ng langis tulad ng tubing, drill at casing pipe, o tulad ng sub at isang coupling, kung saan ang mga tubo ay konektado sa isang oil column
Ang imbensyon ay nauugnay sa larangan ng pagpapanumbalik at pagpapalakas ng mga pamamaraan ng pagproseso sa mechanical engineering, lalo na sa teknolohiya at kagamitan na ginagamit sa proseso ng pagproseso ng ultrasonic ng panlabas o panloob na sinulid na seksyon ng mga bahagi, pangunahin ang mga bahagi ng isang haligi ng langis bilang tubing, drilling at casing pipe, o tulad ng sub at coupling, kung saan ang mga tubo ay konektado sa isang oil column
Ang imbensyon ay nauugnay sa larangan ng mechanical engineering, katulad ng mga pamamaraan para sa pagpapanumbalik ng mga upuan ng rolling bearings
Pagpapanumbalik ng mga upuan ng tindig gamit ang mga metal polymer gamit ang paraan ng gluing.
Ang kakanyahan ng pamamaraang ito ay ang proseso ng pagpapanumbalik ng upuan ay pinagsama sa pagpapatakbo ng pagpupulong ng pagpupulong ng tindig. Bilang isang resulta, ito ay nabuo nakapirming koneksyon bearing at shaft (bearing housing), na maraming beses na nakahihigit sa mga katangian ng lakas kumpara sa interference na angkop na inirerekomenda sa mga ganitong kaso, na mas mapagkakatiwalaan na pinoprotektahan ang mga bearing ring mula sa pag-ikot, pag-aalis ng pagkasira at pagtiyak ng mas maaasahang operasyon ng yunit. Kasabay nito, ang gluing, hindi katulad ng isang interference fit, ay hindi humahantong sa stress at pagpapapangit ng mga bearing ring, na nag-aambag din sa mas komportableng operasyon.
Upang i-disassemble ang isang pagpupulong ng tindig na naibalik sa ganitong paraan, kinakailangan na init ang metal-polymer layer na nabuo sa gluing site sa isang temperatura sa itaas 300 0C o sunugin ito, halimbawa, gamit ang isang gas torch.
Ang mga pangunahing yugto ng proseso ng pagpapanumbalik ng mga upuan gamit ang gluing.
ako.Pagpapanumbalik ng mga upuan na may minor (hanggang 0.25 ÷ 0.3 mm ang lapad), pare-parehong pagsusuot (nang walang paunang machining ibabaw upang maibalik).
1. Ihanda ang ibabaw na ibabalik alinsunod sa pangkalahatang rekomendasyon(linisin ang dumi, langis, atbp., gapangin gamit ang papel de liha, degrease).
2. Punasan at degrease ang bearing seating surface.
3. Magsagawa ng check assembly: ang tindig ay dapat na mai-install sa upuan nang madali, nang walang makabuluhang pagsisikap.
4. Protektahan ang bearing cage gamit ang adhesive tape o electrical tape mula sa posibleng metal polymer na makapasok dito kapag nakadikit.
5. Ihanda ang kinakailangang dosis ng metal polymer.
6. Ilapat ang kinakailangang layer o mga layer ng metal polymer sa upuan ng baras (pabahay), lubusan na basa ang ibabaw na ibabalik.
7. Upang magsuot, literal na basa, manipis na layer upuan ng metal polymer bearing.
8. I-install ang bearing sa baras (sa housing), maingat na pinindot ito laban sa mga naglilimitang collars, bushings, at retaining rings.
9. Alisin ang kinatas na labis na metal polymer, linisin ang mga hindi protektadong lugar sa baras (sa pabahay) na may acetone kung ang metal polymer ay hindi sinasadyang makuha sa kanila, alisin ang proteksyon mula sa separator.
10. Pagkatapos ng polimerisasyon ng metal-polimer, ang pagpupulong ay handa na para sa karagdagang operasyon.
Tandaan:
Sa tinukoy na mga halaga ng pagsusuot, ang pagsentro ng tindig na may kaugnayan sa baras (pabahay) sa panahon ng proseso ng gluing ay sinisiguro ng parehong mga particle ng metal-polymer filler na bumabagsak sa puwang at karagdagang mga paraan, halimbawa: paunang pagsuntok ng naibalik na ibabaw (kadalasan ay sapat na upang masuntok ang ibabaw na siyang sumusuporta kapag nagdidikit), pagsentro na may kaugnayan sa iba pang mga bahagi, atbp.
2. Pagpapanumbalik ng mga upuan na may menor de edad (hanggang 0.1 ÷ 0.15 mm ang lapad) na pagkasuot.
Kapag nagpapanumbalik sa pamamagitan ng pagdikit ng mga upuan ng mga shaft (mga pabahay) na may halaga ng pagsusuot na mas mababa sa 0.1 ÷ 0.15 mm ang lapad (ang laki ng puwang ay naaayon sa laki ng mga particle ng tagapuno), kinakailangan na i-pre-bore ang upuan sa pamamagitan ng 0.5 ÷ 1.0 mm, na may sa pamamagitan ng paggupit ng "mga gulanit na sinulid" o mga uka. Upang matiyak na ang tindig ay nakasentro sa panahon ng gluing, ang pagbubutas ay isinasagawa na nag-iiwan ng mga banda sa mga gilid ng upuan at kasama ang haba nito (ang kabuuang lapad ng mga banda ay hindi dapat lumampas sa 50% ng buong ibabaw ng gluing) - tingnan ang Figure 1.
font-size:11.0pt;font-family:Arial">Fig. 1. Pagpapanumbalik ng upuan sa shaft gamit ang metal polymers sa pamamagitan ng pagdikit ng bearing:
D nom. – d 1 = 0.1 ÷ 0.15 mm;
D 1 – d 2 = 0.5 ÷ 1.0 mm;
ako – mga lugar kung saan pinuputol ang mga “basag-basag na sinulid” o mga pabilog na uka.
Ang natitirang mga yugto ng pagbawi ay katulad ng mga operasyon sa punto 1.
3. Pagpapanumbalik ng mga upuan na may makabuluhang (mahigit sa 0.5 ÷ 1.0 mm ang lapad) at hindi pantay na pagkasuot.
Kapag ibinabalik ang mga upuan na may makabuluhan at hindi pantay na pagkasuot gamit ang paraan ng gluing, ang mga isyu sa pagsentro at pagtiyak ng pagkakahanay ng bearing at shaft (bearing housing) ay partikular na kahalagahan. Ang mga problemang ito ay maaaring malutas sa mga sumusunod na paraan.
1. Sa pagod na ibabaw kasama ang bumubuo ng mga linya, ang mga spacer ng metal na may iba't ibang kapal ay naka-install (humigit-kumulang 0.05 ÷ 0.08 mm na mas manipis kaysa sa pagsusuot sa lugar na ito) sa anyo ng makitid na mga piraso ng metal na mas mahaba kaysa sa lugar ng pagsusuot. Ang mga libreng dulo ng mga piraso na ito ay sinigurado ng malagkit na tape, sinulid, atbp malapit sa lugar ng gluing (mas mabuti sa isang seksyon ng baras na may mas maliit na diameter). Ang isang kontrol na pag-install ng tindig ay isinasagawa (ang tindig ay dapat na mai-install sa upuan medyo madali, nang walang makabuluhang pagsisikap). Pagkatapos nito, ang isang metal polimer ay inilapat sa lugar ng pagsusuot (ang mga lugar sa ilalim ng mga gasket ay pinahiran din). Ang tindig ay naka-install. Pagkatapos ng polimerisasyon ng metal-polimer, ang mga nangungunang dulo ng mga spacer ay pinutol.
2. Ang mga maliliit na diameter ay inilalapat sa mga lugar ng pagsusuot sa pamamagitan ng hinang. punto(upang maiwasan ang overheating ng baras) sagging sa anyo ng mga singsing. Pagkatapos nito, sila ay machined sa nominal tindig diameter. Ang tindig ay sinisiyasat. Pagkatapos nito, ang gluing ay isinasagawa ayon sa mga scheme na inilarawan sa itaas.
3. Sa mga pagod na ibabaw, ang isang uka ay ginawa upang mag-install ng dalawa o higit pang centering ring. Ang mga singsing (split) ay naayos sa mga inihandang grooves sa pamamagitan ng welding o gluing gamit ang isang metal polymer. Ang mga naka-install na singsing ay machined sa nominal bearing diameter. Susunod, ang gluing ay ginagawa ayon sa mga scheme na inilarawan sa itaas.
Ang iba pang mga paraan ng pagsentro ng tindig ay maaaring gamitin sa proseso ng pagpapanumbalik ng upuan sa pamamagitan ng gluing gamit ang metal polymers.
Pansin!
Kapag ibinabalik ang mga upuan ng tindig sa pamamagitan ng pagdikit, bago ilapat ang metal polymer, kinakailangan na protektahan ang mga umiiral na channel ng langis gamit ang adhesive tape o tape.
Nangyayari na ang tindig sa crankcase ay lumiko, ang upuan nito sa bloke ng engine o sa crankcase ng ilang yunit (gearbox o rear axle) ay nagiging maluwag, at imposibleng magpatakbo ng isang kotse o motorsiklo na may tulad na malfunction, dahil ang masisira pa ang bearing seat. Ang ganitong malfunction ay maaaring mangyari mula sa paulit-ulit o hindi tamang pag-install ng bearing sa butas (socket) ng crankcase, kakulangan ng lubrication (ang mga bearing jam at ito ay lumiliko), o mula lamang sa hindi tumpak na pagmamanupaktura ng bearing hole. At ang ganitong uri ng malfunction ay madalas na nakatagpo ng mga may-ari ng anuman sasakyan, o ilang uri lang ng makina o unit. Kung paano madaling mapupuksa ang tulad ng isang madepektong paggawa sa bahay, nang walang galvanic na kagamitan, kahit na ang pinakasimpleng (para sa zinc coating), isasaalang-alang namin sa artikulong ito.
Siyempre, maaari mong dagdagan ang diameter ng panlabas na lahi ng tindig kung takpan mo ito ng chromium o isang layer ng sink, at nagsulat na ako tungkol dito (mababasa mo ito dito). Ngunit para dito kakailanganin mong gumawa ng mga espesyal na plug (upang ang layer ng patong ay hindi makuha sa mga bola, separator at panloob na ibabaw clip), at kailangan mong mag-usap ng mga kemikal.
Sa parehong artikulong ito, titingnan natin ang isa pa, kahit na mas simpleng paraan upang madagdagan ang panlabas na diameter ng may hawak, na maaaring gawin pareho sa iyong garahe at sa mga kondisyon sa larangan kahit sinong tao, kahit isang schoolboy.
Una, tingnan natin ang mga mas karaniwan tradisyonal na pamamaraan pagpapanumbalik ng sirang butas ng upuan sa isang tindig, marahil ang ilan sa mga baguhan ay hindi alam ang tungkol sa kanila at sila ay magiging kapaki-pakinabang sa isang tao. At pagkatapos nito, titingnan natin ang isang mas bihirang paraan na hindi alam ng karamihan sa mga repairman.
1 - crankcase, 2 - bushing, 3 - panlabas na lahi ng tindig.
Kaya, kung ang isang tindig ay naka-mount sa crankcase ng ilang uri ng yunit o takip nito, at ang mounting hole ay nasira, pagkatapos ay ang takip ay sinigurado sa pamamagitan ng isang faceplate sa isang lathe, at ang crankcase sa isang carding boring machine, at ang diameter ng mounting hole ay nababato ng humigit-kumulang 3 - 4 mm at pagkatapos Ito ay ginagawa sa pamamagitan ng pagpindot ng isang manggas ng pagkumpuni sa nababato na lugar, kung saan panloob na diameter kaunti pa (na may allowance para sa pagtatapos) at pagkatapos ng pagpuno, bore ang panloob na diameter ng bushing upang tumugma sa diameter ng panlabas na lahi ng tindig (tingnan ang Figure 1).
Ang pamamaraang ito ay medyo pangkaraniwan, sa kabila ng katotohanan na maraming mga craftsmen ang kailangang maghanap ng cardinate boring o makinang panlalik at gumawa din ng isang aparato para sa tumpak na pag-secure ng bahagi. Bilang karagdagan, ang pamamaraang ito ay hindi magiging angkop kung ang kapal ng metal ng pader ng pabahay ay nagiging manipis pagkatapos ng pagbubutas at hindi nagbibigay ng sapat na tigas sa bearing bore. At pinipigilan nito ang maraming tao, at hindi ka makakahanap ng karampatang operator ng makina sa lahat ng dako.
Ang ilang mga "master" ay sumusubok na makayanan sa pamamagitan lamang ng pagsuntok sa ibabaw ng upuan, ngunit ang isa ay halos hindi umaasa na ang gayong "pag-aayos" ay tatagal ng mahabang panahon, kadalasan ng ilang oras. Pagkatapos ng lahat, sa pamamaraang ito ang karera ng tindig ay hindi namamalagi sa buong ibabaw ng mounting hole, ngunit sa maliliit na lugar lamang (mga pimples) na may maliit na lugar. Oo, at ang mga selyadong lugar ay mabilis na nagiging gusot sa panahon ng pag-install ng tindig (lalo na sa isang malambot na aluminum crankcase), at ang karera ng tindig ay muling nagsisimulang makalawit at umikot.
Ang pinaka-accessible at mabisang paraan pag-aayos, ito ay kapag ang pinalaki na butas ng tindig ay hindi nahawakan, ngunit pinatataas lamang ang kapal ng lahi ng tindig. At mayroon ding ilang mga paraan dito, ito ay pag-spray ng metal na may mga espesyal na pag-install, na napakaliit pa rin ang laganap, ito ay chrome coating ng holder, at zinc coating ng holder, na mas naa-access sa bahay, na sinulat ko na tungkol sa (link sa itaas sa teksto).
Ngunit may isa pang hindi gaanong kilala, ngunit napakasimpleng paraan upang madagdagan ang laki ng anumang bilog na bahagi ng metal, at sa kasong ito, isang karera ng tindig, na hindi mahirap gawin sa bahay, sa garahe, at kahit na habang naglalakbay (sa gilid ng kalsada). Bukod dito, walang mga espesyal na kwalipikasyon o anumang lihim na kasanayan ang kinakailangan, at sinumang driver na may kakayahang magbukas ng hood ng kanyang sasakyan ay madaling makayanan ang simpleng operasyong ito, lalo na kung ang isang katulong ay tumulong.
Ang prinsipyo ng extension ng metal kasama nito sa simpleng paraan, batay sa prinsipyo ng pagpapatakbo paglaban hinang. At para sa trabaho kailangan lang namin ng ilang mga bukal, halimbawa mula sa Moskvich o Volga, isang pares ng mga piraso ng makapal na kawad (mga cable na may alligator clip ay angkop para sa "pag-iilaw") at isang mahusay na sisingilin na baterya, o welding transpormer(maaaring gumana rin ang isang malakas na panimulang charger).
1 - baterya, 2 - spring, 3 - tindig, 4 - mesa na may mga stand.
At upang mapataas ang diameter ng panlabas na lahi ng tindig, ang tindig na ito ay kailangang igulong sa pagitan ng dalawang bukal, na kumukonekta sa mga bukal. kuryente(tingnan ang Larawan 3). At tulad ng sinabi ko na, ang mga bukal mula sa aming mga domestic na kotse ay angkop, ngunit kung ang tindig ay magkano mas malaking sukat, halimbawa, mula sa isang trak, kung gayon ang lapad ng mga bukal ay kailangang piliin nang mas malawak, mula sa parehong trak (maaari kang makahanap ng mga lumang bukal sa mga punto ng koleksyon ng scrap metal, o sa mga dealership ng kotse).
Ang haba ng mga bukal ay nakasalalay din sa diameter ng tindig, ngunit bilang isang panuntunan, ang haba ng isang spring ay halos isang metro, at ang pangalawa ay maaaring i-cut sa kalahating metro (ito ay gagawing mas maginhawang magtrabaho). Ikinonekta namin ang bawat spring gamit ang isang cable sa mga piraso ng poste ng baterya o transpormer, na tinitiyak ang mahusay na pakikipag-ugnay.
Maaari mong gamitin ang mga terminal mula sa kotse upang mahigpit na ikonekta ang mga cable sa baterya, at maaari mong i-clamp ang mga cable sa mga spring gamit ang mga bolts at washer, o malalakas na alligator clip (tulad ng mga welding). Bukod dito, ang polarity kapag kumokonekta sa mga bukal ay maaaring maging anuman.
a - kapal ng overlay 0.1 mm, b - kapal ng overlay 0.25 mm, c - kapal ng overlay 0.5 mm.
Ang pag-roll ay ginaganap nang maraming beses, at sa parehong oras ang ibabaw ng panlabas na lahi ay unti-unting natatakpan malaking halaga maliit na welded tubercles na gawa sa metal spring (tingnan ang larawan sa kaliwa). At ito ay sapat na upang gawin ang ilang mga rollings, at ang ibabaw ng panlabas na lahi ng tindig ay nadagdagan na sa tulad ng isang diameter na ang lahi ay hindi na nakabitin sa kanyang sirang butas.
Ito ay kapaki-pakinabang na ilagay sa mga dulo ng itaas na tagsibol guwantes na latex at balutin sila ng tape, o balutin lang ng electrical tape. Maiiwasan nito ang pag-short circuit ng mga bukal at pagkasira ng baterya kung, sa panahon ng pag-roll, ang itaas na spring ay nakadikit sa ibabang spring sa dulo nito.
Ito ay madalas na nangyayari kung ang diameter ng tindig na naibalik ay maliit. At kung ang tindig ay may napakaliit na diameter, kung gayon ito ay kapaki-pakinabang kapag nagtatrabaho sa kabaligtaran upang i-on ang itaas na tagsibol na may pagpapalihis paitaas.
Kapag nagtatrabaho sa isang baterya, upang hindi masira ito, kapaki-pakinabang na huwag protektahan ang kalawang sa mga bukal, dahil ang kalawang ay may karagdagang pagtutol na maiiwasan ang labis na pagtaas ng kasalukuyang. Ngunit kung nais mo, maaari mo ring ikonekta ang isang rheostat, na maaaring magamit upang tumpak na piliin ang kinakailangang kasalukuyang lakas.
Kung ang isang welding transpormer ay ginagamit sa halip na isang baterya, kung gayon siyempre mas mahusay na gumamit ng isa na may kasalukuyang regulasyon. Kasalukuyang hinang itinakda sa hanay na 100 - 150 amperes, at kung mas mataas ang kasalukuyang, mas mabilis ang paglaki ng metal, ngunit mas malaki ang mga nadeposito na particle.
Samakatuwid, kapaki-pakinabang na pumili ng isang gitnang lupa upang ang mga particle ng idineposito na metal (mga pagsasama) ay hindi malaki, at hindi mo kailangang mag-alala nang mahabang panahon. Maaari kang magsanay sa isang masamang tindig muna. Ngunit bilang isang patakaran, para sa isang normal na pagtaas sa diameter ng isang 110 mm na tindig sa pamamagitan ng 0.5 mm, isang kasalukuyang ng 150 amperes at mga limang minuto ng knurling ay kinakailangan. At sa parehong oras, ang tindig ay nagpapainit hanggang sa 100 degrees lamang, na nangangahulugang ang istraktura ng metal nito ay hindi nagbabago.
 Pagkatapos ng knurling, tulad ng makikita sa mga litrato, ang ibabaw ng may hawak ay may ilan magaspang na tingin, na kung saan ay mas mahusay, dahil hindi na ito muling liliko sa kanyang butas (ang mahigpit na pagkakahawak ng isang magaspang na ibabaw ay mas mahusay kaysa sa isang makinis). Ngunit gayon pa man, kung nais ng isang tao na ibalik ang ibabaw ng panlabas na lahi sa ganitong paraan sa makinis na estado ng pabrika, kung gayon posible na gawin ang patong ng dalawang beses na mas makapal (sa halip na 0.5 mm, gumawa ng 1 mm). At pagkatapos nito, ibigay ang tindig sa isang turner, na magpapakintab sa lahi hanggang makinis, na nag-aalis ng mga 0.5 mm mula sa ibabaw.
Pagkatapos ng knurling, tulad ng makikita sa mga litrato, ang ibabaw ng may hawak ay may ilan magaspang na tingin, na kung saan ay mas mahusay, dahil hindi na ito muling liliko sa kanyang butas (ang mahigpit na pagkakahawak ng isang magaspang na ibabaw ay mas mahusay kaysa sa isang makinis). Ngunit gayon pa man, kung nais ng isang tao na ibalik ang ibabaw ng panlabas na lahi sa ganitong paraan sa makinis na estado ng pabrika, kung gayon posible na gawin ang patong ng dalawang beses na mas makapal (sa halip na 0.5 mm, gumawa ng 1 mm). At pagkatapos nito, ibigay ang tindig sa isang turner, na magpapakintab sa lahi hanggang makinis, na nag-aalis ng mga 0.5 mm mula sa ibabaw.
Gamit ang pamamaraan na inilarawan sa artikulong ito, ang pag-upo ng mga bearings na nakabukas sa kanilang mga lugar ay naibalik hindi lamang mga pampasaherong sasakyan parehong mga motorsiklo, ngunit pati na rin ang mga trak, at maraming pera ang na-save, dahil ang crankcase o likuran, hub, o bloke ng makina ay hindi na kailangang palitan, na kung ano ang nais ko para sa iyo; Good luck sa lahat.
Pagpipilian tamang landing, ang pagtiyak sa kinakailangang kalinisan at mga dimensional na tolerance ng mga bearing surface ay isang pangunahing salik na tinitiyak ang tibay at pagiging maaasahan ng mga mekanismo.
Tamang landing - ang pinakamahalagang kondisyon pagganap ng mga bearings.
Batay sa mga katangian ng tindig, ang singsing na umiikot ay dapat na maayos sumusuporta sa ibabaw hindi gumagalaw, na may interference, at ang hindi gumagalaw na singsing ay umaangkop sa butas na may isang minimum na puwang, medyo malaya.

Ang pag-install ng umiikot na singsing na may interference ay pumipigil sa pag-ikot nito, na maaaring humantong sa pagkasira ng sumusuportang ibabaw, contact corrosion, kawalan ng balanse ng mga bearings, paglalagablab ng suporta, at labis na pag-init. Kaya, karaniwang, ang isang tindig ay naka-mount sa isang baras na nagpapatakbo sa ilalim ng pagkarga.
Para sa isang nakatigil na singsing, ang isang maliit na puwang ay kapaki-pakinabang, at ang kakayahang i-on ito nang hindi hihigit sa isang beses sa isang araw ay ginagawang mas pare-pareho ang pagsusuot ng sumusuporta sa ibabaw at pinapaliit ito.

Pangunahing termino
Tingnan natin ang mga pangunahing termino at konsepto na tumutukoy sa mga angkop na tindig. Ang modernong mechanical engineering ay batay sa prinsipyo ng pagpapalitan. Ang anumang bahagi na ginawa ayon sa isang pagguhit ay dapat na mai-install sa mekanismo, gawin ang mga function nito, at mapagpapalit.
Upang gawin ito, tinutukoy ng pagguhit hindi lamang ang mga sukat, kundi pati na rin ang maximum at minimum na mga paglihis mula sa kanila, iyon ay, mga pagpapaubaya. Ang mga halaga ng pagpapaubaya ay na-standardize pinag-isang sistema para sa mga pagpapaubaya, ang mga landing ng ESDP, na hinati sa mga antas ng katumpakan (mga katangian), ay ibinibigay sa mga talahanayan.

Matatagpuan din ang mga ito sa unang volume ng Anuriev Mechanical Designer's Handbook, at GOSTs 25346-89, pati na rin sa 25347-82 o 25348-82.
Ayon sa GOST 25346-89, 20 na mga marka ng katumpakan ang tinukoy, ngunit sa mechanical engineering ay karaniwang ginagamit ang mga ito mula 6 hanggang 16. Bukod dito, mas mababa ang numero ng kalidad, mas mataas ang katumpakan. Para sa mga landing ng ball at roller bearings, 6.7, mas madalas na 8 kwalipikasyon ang may kaugnayan.
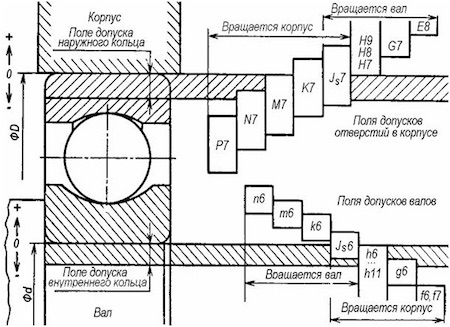
Sa loob ng parehong kwalipikasyon, ang laki ng tolerance ay pareho. Ngunit ang itaas at mas mababang paglihis ng laki mula sa nominal na halaga ay matatagpuan nang iba at ang kanilang mga kumbinasyon sa mga shaft at butas ay bumubuo ng iba't ibang mga akma.
May mga akma na gumagarantiya ng clearance, interference, at transitional fit na nagpapatupad ng parehong minimum na clearance at minimum na interference. Ang mga landing ay itinalaga ng Latin na maliliit na letra para sa mga shaft, malaki para sa mga butas, at isang numero na nagpapahiwatig ng kalidad, iyon ay, ang antas ng katumpakan. Mga pagtatalaga ng landing:
- may clearance a, b, c, d, e, f, g, h;
- transitional js, k, m, n;
- may interference p, r, s, t, u, x, z.
Ayon sa sistema ng butas, para sa lahat ng mga grado mayroon itong tolerance H, at ang likas na katangian ng fit ay tinutukoy ng tolerance ng baras. Ginagawang posible ng solusyon na ito na bawasan ang bilang ng mga kinakailangang control gauge at cutting tool at ito ay isang priyoridad. Ngunit sa ilang mga kaso, ang isang sistema ng baras ay ginagamit kung saan ang mga baras ay may tolerance h, at ang akma ay nakakamit sa pamamagitan ng pag-machining ng butas. At tiyak na tulad ng isang kaso ay ang pag-ikot ng panlabas na singsing ng isang ball bearing. Ang isang halimbawa ng gayong disenyo ay ang mga tension roller o drum ng mga belt conveyor.

Pagpili ng isang angkop na tindig
Kabilang sa mga pangunahing parameter na tumutukoy sa akma ng mga bearings:
- kalikasan, direksyon, magnitude ng pag-load na kumikilos sa tindig;
- katumpakan ng tindig;
- bilis ng pag-ikot;
- pag-ikot o kawalang-kilos ng kaukulang singsing.
Ang pangunahing kondisyon na tumutukoy sa landing ay ang immobility o pag-ikot ng ring. Para sa isang nakatigil na singsing, pipiliin ang isang fit na may maliit na clearance at ang unti-unting mabagal na pag-ikot ay itinuturing na isang positibong salik na nakakabawas sa pangkalahatang pagsusuot at pumipigil sa lokal na pagsusuot. Ang umiikot na singsing ay dapat na nakaupo nang may maaasahang pag-igting na pumipigil sa pag-ikot kaugnay sa ibabaw ng upuan.
Susunod mahalagang salik, kung saan ang magkasya sa ilalim ng tindig sa baras o sa butas ay dapat na tumutugma sa, ay ang uri ng pag-load. May tatlong pangunahing uri ng paglo-load:
- sirkulasyon kapag ang singsing ay umiikot na may kaugnayan sa isang radial load na patuloy na kumikilos sa isang direksyon;
- lokal para sa nakatigil na singsing na may kaugnayan sa radial loading;
- oscillatory na may radial load na umuusad na may kaugnayan sa posisyon ng ring.

Ayon sa antas ng katumpakan ng mga bearings, sa pagtaas ng pagkakasunud-sunod, tumutugma sila sa limang klase 0,6,5,4,2. Para sa mechanical engineering na may mababang load at average na laki, halimbawa para sa mga gearbox, ang klase 0 ay karaniwan, na hindi ipinahiwatig sa pagtatalaga ng tindig. Na may higit pa mataas na pangangailangan ang ikaanim na baitang ay ginagamit para sa katumpakan. Naka-on mas mataas na bilis 5.4 at sa mga pambihirang kaso lamang ang pangalawa. Halimbawa ng ikaanim na baitang 6-205.
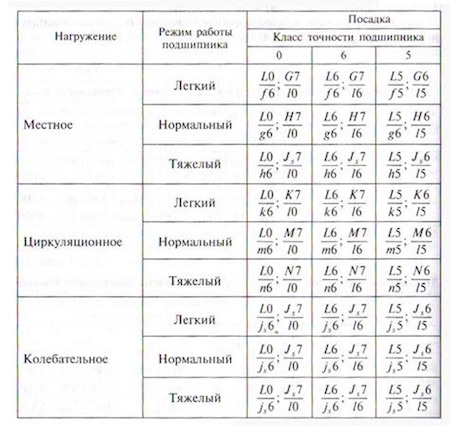
Sa proseso ng aktwal na disenyo ng makina, ang tindig na angkop sa baras at sa pabahay ay pinili alinsunod sa mga kondisyon ng operating gamit ang mga espesyal na talahanayan. Ang mga ito ay ibinigay sa dami ng dalawa ng Handbook ng mechanical engineer na si Vasily Ivanovich Anuriev.

Para sa lokal na uri ng pagkarga, iminumungkahi ng talahanayan ang mga sumusunod na akma.

Sa ilalim ng mga kondisyon ng pag-load ng sirkulasyon, kapag ang puwersa ng radial ay kumikilos sa buong raceway, ang intensity ng pagkarga ay isinasaalang-alang:
Pr=(k1xk2xk3xFr)/B, Saan:
k1 - dynamic na overload factor;
k2 - koepisyent ng attenuation para sa isang guwang na baras o manipis na pader na pabahay;
k3 - koepisyent na tinutukoy ng impluwensya ng mga puwersa ng ehe;
Fr – radial force.
Ang halaga ng koepisyent k1 na may mga overload na mas mababa sa isa at kalahating beses, bahagyang panginginig ng boses at shocks ay kinuha katumbas ng 1, at may isang posibleng labis na karga ng isa at kalahating hanggang tatlong beses, malakas na vibrations, shocks k1 = 1.8.
Ang mga halaga ng k2 at k3 ay pinili mula sa talahanayan. Bukod dito, para sa k3, ang ratio ng axial sa radial load, na ipinahayag ng parameter na Fc/Fr x ctgβ, ay isinasaalang-alang.

Ang tindig ay umaangkop na naaayon sa mga coefficient at parameter ng intensity ng pag-load ay ibinibigay sa talahanayan.

Pagproseso ng mga upuan at pagtatalaga ng mga bearing seat sa mga guhit.
Ang bearing seat sa shaft at sa housing ay dapat may leading chamfers. Ang gaspang ng upuan ay:
- para sa isang shaft journal na may diameter na hanggang 80 mm para sa isang class 0 bearing Ra=1.25, at para sa diameter na 80...500 mm Ra=2.5;
- para sa isang shaft journal na may diameter na hanggang 80 mm para sa isang tindig ng klase 6.5 Ra=0.63 at may diameter na 80...500 mm Ra=1.25;
- para sa isang butas sa pabahay na may diameter na hanggang 80 mm para sa isang tindig ng klase 0 Ra=1.25, at may diameter na 80...500 mm Ra=2.5;
- para sa isang butas sa pabahay na may diameter na hanggang 80 mm para sa isang tindig ng klase 6,5,4 Ra=0.63, at may diameter na 80...500 mm Ra=1.25.
Ang pagguhit ay nagpapahiwatig din ng paglihis ng hugis ng upuan ng tindig at ang pagtatapos ng mga balikat para sa kanilang suporta.
Isang halimbawa ng drawing na nagpapakita ng fit ng bearing sa F 50 k6 shaft at mga paglihis ng hugis.

Ang mga halaga ng paglihis ng hugis ay kinuha mula sa talahanayan depende sa diameter ng bearing fit sa baras o sa housing at ang katumpakan ng tindig.

Ang mga guhit ay nagpapahiwatig ng diameter ng baras at pabahay para sa angkop, halimbawa, F20k6, F52N7. Sa mga guhit ng pagpupulong maaari mo lamang ipahiwatig ang laki na may pagpapaubaya sa pagtatalaga ng titik, ngunit sa mga guhit ng mga bahagi ay ipinapayong maliban pagtatalaga ng liham Upang magbigay ng pagpapaubaya at ang numerical expression nito para sa kaginhawahan ng mga manggagawa. Ang mga sukat sa mga guhit ay ipinahiwatig sa milimetro, at ang halaga ng pagpapaubaya ay nasa micrometer.
Ang mga upuan ay madalas na hindi maaaring ayusin, at pagkatapos ay lumitaw ang tanong ng pagpapalit ng bahagi na nauugnay sa tindig at kung saan nawala ang mga nominal na parameter ng upuan. Ang ganitong uri ng pag-aayos ay hindi magagawa sa ekonomiya. Ang solusyon sa sitwasyong ito ay ang pagkumpuni gamit ang teknolohiyang Dimet.
Tingnan natin ang mga halimbawa ng pag-aayos ng mga upuan gamit ang malamig na gas-dynamic na paraan ng pag-spray.
Motorcycle hub tindig upuan.
Ang depekto ng upuan ay ang panlabas na singsing ng tindig ay umiikot sa panahon ng operasyon, na naglalagay ng karagdagang mga pagkarga sa axis ng panloob na singsing at sa tindig mismo.

Larawan 1. Upuan para sa outer bearing race sa isang cross-country na gulong ng motorsiklo.
Upang maalis ang problemang ito, kinakailangan upang magdagdag ng isang layer ng metal sa panloob na diameter ng hub. Ang hub ay gawa sa aluminyo haluang metal. Bago ilapat ang komposisyon, pre-treat namin ang ibabaw na may nakasasakit na komposisyon K-00-04-16. Ang aplikasyon ng isang karagdagang layer ay isinasagawa sa ikatlong mode ng Dimet-405 apparatus. Ang pag-spray ay isinasagawa gamit ang isang reserba. Ang pangwakas na pagproseso ng patong ay isinasagawa sa mababang cutter feed sa mataas na bilis.


Larawan 2. Mga yugto ng pagkumpuni (a - aluminum layer na inilapat na may reserba, b - pagtatapos na bersyon ng tapos na upuan)
Crankshaft kalahating singsing na upuan
Ang upuan ng malayong semi-ring ng crankshaft ng cast-iron na Mercedes-Benz cylinder block ay naayos gamit ang teknolohiyang Dimet. Ang pangwakas na pagproseso ay isinasagawa gamit ang isang espesyal na pamutol.


Wheel bearing upuan
Ang pag-aayos ng Ford cast iron hub seat ay isinagawa sa pamamagitan ng paglalagay ng aluminum layer na 0.3 mm ang laki. Ang mga manipulasyong ito ay nagbigay ng kinakailangang pag-igting sa koneksyon.


Larawan 1. Mga yugto ng pagkumpuni (a – inisyal, b – pangwakas)
upuan na may dalang de-kuryenteng motor
Ang pag-aayos ng mga upuan ng tindig sa pabahay ng de-koryenteng motor ay isinasagawa gamit ang isang aluminyo na komposisyon na aparato, mode ng pag-spray - "3". Ipinapakita ng mga larawan ang mga yugto ng pagkumpuni.